بريد إلكتروني: alice@gemwellgd.com
بريد إلكتروني: alice@gemwellgd.com عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين
عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين عربى
عربى  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
محتوى
- 1 كيف يتم تصنيع كابلات الألياف الضوئية: الإجابة المختصرة
- 2 المواد الخام: ما هي كابلات الألياف الضوئية المصنوعة بالفعل؟
- 3 المرحلة الأولى: تصنيع بريفورم الزجاج
- 4 المرحلة الثانية: رسم الألياف على برج الرسم
- 5 المرحلة الثالثة: التلوين، والتخزين، وتجديل الألياف
- 6 المرحلة الرابعة: التغليف باستخدام طارد الأسلاك والكابلات
- 7 المعدات الحيوية على خط تغليف كابلات الألياف الضوئية
- 8 أنواع كابلات الألياف الضوئية وأساليب التصنيع المختلفة الخاصة بها
- 9 اختبار الجودة طوال عملية التصنيع
- 10 العوامل الرئيسية التي تؤثر على أداء كابلات الألياف الضوئية وطول عمرها
- 11 بدء خط إنتاج كابلات الألياف الضوئية: الاعتبارات العملية
- 12 معايير كابلات الألياف الضوئية ومتطلبات الامتثال
كيف يتم تصنيع كابلات الألياف الضوئية: الإجابة المختصرة
يتم تصنيع كابلات الألياف الضوئية عن طريق سحب زجاج السيليكا فائق النقاء إلى خيوط رفيعة جدًا تسمى الألياف الضوئية، وتغليفها بطبقات بوليمر واقية، وتجميعها في مجموعة أساسية، وأخيرًا بثق الغلاف الخارجي حول الهيكل بأكمله باستخدام طارد الأسلاك والكابلات. والنتيجة هي كابل قادر على نقل البيانات بسرعة الضوء لمسافات تصل إلى عشرات الكيلومترات دون فقدان الإشارة تقريبًا.
تمتد عملية التصنيع الكاملة عبر عدة مراحل يتم التحكم فيها بدرجة عالية - بدءًا من ترسيب البخار الكيميائي لتشكلات السيليكا، إلى أبراج سحب الألياف التي تعمل عند درجة حرارة تزيد عن 2000 درجة مئوية، إلى خطوط التغليف حيث يتم آلة بثق الأسلاك والكابلات يتم تطبيق طلاءات البوليمر بسرعات تتجاوز 1000 متر في الدقيقة . تتطلب كل مرحلة معدات دقيقة وتفاوتات صارمة ومراقبة صارمة للجودة.
المواد الخام: ما هي كابلات الألياف الضوئية المصنوعة بالفعل؟
تبدأ الألياف الضوئية الموجودة في قلب كل كابل برابع كلوريد السيليكون (SiCl₄) أو ثاني أكسيد السيليكون (SiO₂) ذي النقاء الاستثنائي - عادةً بنسبة 99.9999% أو أفضل. حتى شوائب معدنية واحدة عند مستوى جزء من المليار يمكن أن تبعثر الضوء وتقلل من جودة النقل. إلى جانب السيليكا، تتم إضافة مواد إشابة مثل ثاني أكسيد الجرمانيوم (GeO₂) إلى القلب لرفع معامل انكساره قليلاً أعلى من معامل انكسار الكسوة، مما يخلق انعكاسًا داخليًا كليًا يحافظ على الضوء محصورًا داخل الألياف.
بالإضافة إلى الزجاج، يحتوي الكابل النهائي على عدة فئات من المواد الأخرى:
- الطلاء الأساسي: يتم تطبيق مادة أكريليت ناعمة قابلة للمعالجة بالأشعة فوق البنفسجية مباشرة على الزجاج لتبطين الانحناءات الدقيقة وحماية السطح من الرطوبة.
- الطلاء الثانوي: طبقة أكريليت أكثر صلابة تمنح الألياف القوة الميكانيكية ومقاومة التآكل.
- أنابيب عازلة أو عازلة ضيقة: تستخدم تصميمات الأنابيب السائبة أنابيب PBT (بولي بوتيلين تيريفثاليت) المملوءة بالهلام؛ تستخدم التصميمات محكمة الغلق النايلون أو PVDF المبثوق مباشرة فوق الألياف.
- أعضاء القوة: خيوط الأراميد (كيفلر)، أو قضبان البلاستيك المقوى بالزجاج (GRP)، أو أسلاك الفولاذ حسب نوع الكابل والتطبيق.
- سترة خارجية: البولي إيثيلين أو PVC أو البولي يوريثين منخفض الدخان الخالي من الهالوجين (LSZH)، يتم تطبيقه بواسطة آلة بثق الأسلاك والكابلات ويتم اختياره بناءً على بيئة التثبيت.
يحدد المزيج المحدد من هذه المواد ما إذا كان المنتج النهائي عبارة عن كبل توصيل داخلي، أو كبل خارجي للدفن المباشر، أو كبل بحري مدرع، أو كبل صاعد مثبط للهب.
المرحلة الأولى: تصنيع بريفورم الزجاج
يبدأ كل شيء بالتشكيل - وهو قضيب زجاجي صلب، يبلغ طوله عادةً 1-1.5 مترًا وقطره 50-150 ملم، ويكون مقطعه العرضي بمثابة نسخة طبق الأصل دقيقة الحجم من الألياف النهائية. يتم الحفاظ على النسبة بين قطر القلب وقطر الكسوة في القالب بأمانة أثناء الرسم، لذا فإن كل قرار يتعلق بالأبعاد يتم اتخاذه في هذه المرحلة ينتشر على طول الطريق إلى المنتج النهائي.
ترسيب البخار الكيميائي المعدل (MCVD)
في عملية MCVD، يتم تركيب أنبوب السيليكا الدوار في مخرطة عمل الزجاج. يتم تغذية السلائف الغازية - SiCl₄، GeCl₄، POCl₃، والأكسجين - في أحد الأطراف بينما تعبر شعلة الهيدروجين والأكسجين إلى الخارج. تتفاعل الغازات عند حوالي 1600 درجة مئوية، مما يؤدي إلى ترسيب جزيئات السخام على الجدار الداخلي للأنبوب. كل تمريرة للشعلة ترسب طبقة واحدة من الزجاج بتركيبة مختلفة قليلاً، مما يؤدي إلى بناء الطبقة الأساسية ذات المؤشر المتدرج طبقة تلو الأخرى. بعد مئات التمريرات، يتم طي الأنبوب إلى قضيب تشكيل صلب تحت درجة حرارة عالية.
ترسيب البخار الخارجي (OVD) والترسيب المحوري للبخار (VAD)
OVD وVAD هما الطريقتان السائدتان اللتان يستخدمهما كبار المنتجين مثل كورنينج وفوجيكورا. في OVD، يمر شياق دوار عبر موقد التحلل المائي باللهب؛ يتفاعل SiCl₄ وGeCl₄ مع الهيدروجين والأكسجين لترسيب سخام السيليكا على السطح الخارجي للشياق. بعد الترسيب، تتم إزالة الشياق ويتم تلبيد السخام المسامي الفارغ في فرن به جو من الكلور لطرد أيونات OH⁻ (التي تسبب توهين ذروة الماء)، ثم يتم دمجها في قالب زجاجي خالٍ من الفقاعات. يقوم VAD بترسيب السخام بشكل محوري على نهاية قضيب البذور الدوار، مما يؤدي إلى نمو القالب بشكل مستمر - وهو تنسيق يناسب الإنتاج بكميات كبيرة لأنه ينتج أشكال تشكيل طويلة جدًا دون انقطاع. يمكن أن ينتج تشكيل OVD أو VAD واحد كبير أكثر من 3000 كيلومتر من الألياف النهائية.
المرحلة الثانية: رسم الألياف على برج الرسم
يعد برج سحب الألياف واحدًا من أكثر قطع المعدات لفتًا للانتباه في أي مصنع للألياف الضوئية. يبلغ ارتفاعه عادةً 10-20 مترًا، ويقوم بتغذية القالب عموديًا في فرن مقاومة الجرافيت أو فرن الحث الزركونيا حيث يتم تسخين الطرف إلى درجة حرارة تقريبية 2000-2200 درجة مئوية . عند درجة الحرارة هذه، يلين الزجاج وتسقط خيط رفيع - يسمى ألياف "الرقبة للأسفل" - تحت الجاذبية ويتم التقاطه بواسطة الكابستان الموجود في قاعدة البرج.
تتحكم الكابستان في سرعة السحب، وهي المتغير الأساسي المستخدم لتنظيم قطر الألياف. أبراج الرسم الحديثة تعمل بسرعات 1500-2500 متر في الدقيقة ، وميكرومتر ليزر متمركز أسفل الفرن مباشرة يقيس قطر الألياف بشكل مستمر - وعادةً ما يحافظ عليه ضمن ± 0.1 ميكرومتر من قطر الكسوة المستهدف البالغ 125 ميكرومتر. إذا انحرف القطر، يقوم نظام التحكم بضبط سرعة السحب في الوقت الفعلي خلال أجزاء من الثانية.
تطبيق طلاء مضمنة
مباشرة بعد نقطة قياس القطر، تمر الألياف الزجاجية العارية عبر قالب طلاء مزدوج حيث يتم تطبيق الأكريليت السائل القابل للمعالجة بالأشعة فوق البنفسجية في طبقتين متحدة المركز في وقت واحد - الطبقة الأولية الناعمة بقطر خارجي يتراوح بين 190-200 ميكرومتر تقريبًا، والطبقة الثانوية الأكثر صلابة ليصل المجموع إلى حوالي 245-250 ميكرومتر. ثم تمر الألياف المطلية عبر مصابيح الأشعة فوق البنفسجية التي تعالج كلا الطبقتين خلال أجزاء من الثانية. تعتبر خطوة الطلاء المضمنة هذه أمرًا بالغ الأهمية: يتمتع زجاج السيليكا العاري بقوة شد عالية جدًا (تصل إلى 700 كيلو رطل لكل بوصة مربعة) ولكنه حساس للغاية للتلف السطحي الناتج عن الرطوبة الجوية والتعامل معها. يحمي طلاء البوليمر هذا السطح من لحظة تجمد الزجاج.
يتم لف الألياف المطلية على بكرات يمكن حملها في أي مكان من 25 كم إلى أكثر من 100 كم من الألياف، اعتمادًا على حجم البكرة ونوع الألياف. يتم بعد ذلك إخضاع كل بكرة لاختبار إثبات، حيث يتم سحب الألياف من خلال نظام كابستان الذي يطبق حمل شد متحكم فيه - عادةً 100 كيلو رطل لكل بوصة مربعة - للتحقق من عدم وجود نقاط ضعف على طول الطول بالكامل.
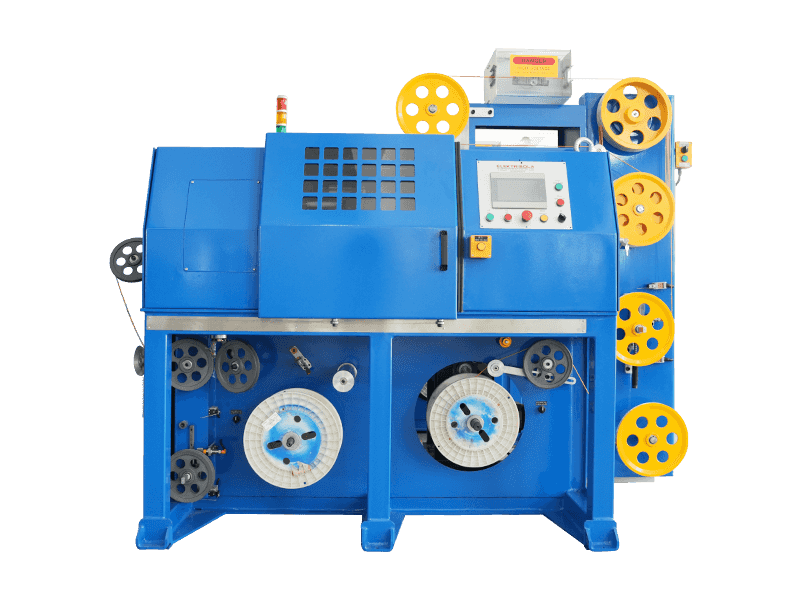
المرحلة الثالثة: التلوين، والتخزين، وتجديل الألياف
بعد اختبار الإثبات، يتم ترميز الألياف الفردية باستخدام خط تلوين بالحبر فوق البنفسجية، والذي يطبق طبقة رقيقة من الحبر المصبوغ القابل للمعالجة بالأشعة فوق البنفسجية على سطح الطلاء الثانوي. يتبع تسلسل الألوان القياسي TIA-598 (أو IEC 60304 دوليًا): الأزرق، البرتقالي، الأخضر، البني، الأردوازي، الأبيض، الأحمر، الأسود، الأصفر، البنفسجي، الوردي، المائي - يتكرر لكل مجموعة مكونة من 12 أليافًا في الكابلات عالية العدد. يعد ترميز الألوان هذا هو الطريقة الوحيدة لتحديد الألياف الفردية في الكابلات التي تحتوي على 96 أو 144 أو 288 أو حتى 3456 ليفًا.
أنبوب فضفاض مقابل بناء عازلة ضيقة
خيار العملية الرئيسي التالي هو كيفية تعبئة الألياف داخل هيكل الكابل. في بناء أنبوب فضفاض ، يتم وضع مجموعات من 6-12 ألياف داخل أنابيب PBT أو PP صغيرة بقطر داخلي 1.5-3 × قطر حزمة الألياف. يسمح طول الألياف الزائد (EFL) داخل الأنبوب — عادةً بنسبة 0.2–0.5% زيادة في طول الألياف عن طول الأنبوب — للألياف بالانثناء دون إجهاد مع تمدد الكابل أو انكماشه مع درجة الحرارة. توفر الأنابيب السائبة المملوءة بالجل رطوبة إضافية وحجب الهيدروجين. يهيمن هذا البناء على كابلات OSP الخارجية (المصنع الخارجي).
في بناء عازلة ضيقة ، يتم بثق مادة لدنة بالحرارة - عادة نايلون 12 أو PVDF - مباشرة فوق كل ألياف مغلفة، مما يصل بحزمة الألياف إلى 900 ميكرومتر. يقوم جهاز بثق الأسلاك والكابلات المزود بقالب متقاطع دقيق بتنفيذ هذه العملية، مع الحفاظ على تركيز الطبقة العازلة في حدود ±25 ميكرومتر. من الأسهل إنهاء الألياف ذات المخزن المؤقت، مما يجعل هذا البناء معيارًا للتوزيع الداخلي والكابلات المحلية.
بمجرد تحضير الألياف الفردية أو الأنابيب السائبة، يتم تجديلها معًا حول عضو قوة مركزية باستخدام آلة تجديل كوكبية أو SZ. يُفضل تجديل SZ - حيث ينعكس اتجاه التمديد بشكل دوري - لأنه يسمح بالوصول إلى منتصف المدى دون فك الكابل بأكمله.
| ميزة | أنبوب فضفاض | عازلة ضيقة |
|---|---|---|
| تطبيق نموذجي | OSP خارجي، جوي، دفن مباشر | فيdoor, riser, distribution |
| نطاق عدد الألياف | ما يصل إلى 3456 ألياف | عادة 2-144 ألياف |
| نطاق درجة الحرارة | -40 درجة مئوية إلى 70 درجة مئوية | -20 درجة مئوية إلى 60 درجة مئوية (نموذجي) |
| حماية الرطوبة | ممتاز (جل أو مانع للماء الجاف) | معتدل (يعتمد على السترة) |
| سهولة الإنهاء | يتطلب تنظيف الجل | سريع ونظيف |
| معدات البثق العازلة | آلة بثق الأنبوب (قالب أكبر) | آلة بثق الأسلاك والكابلات الدقيقة |
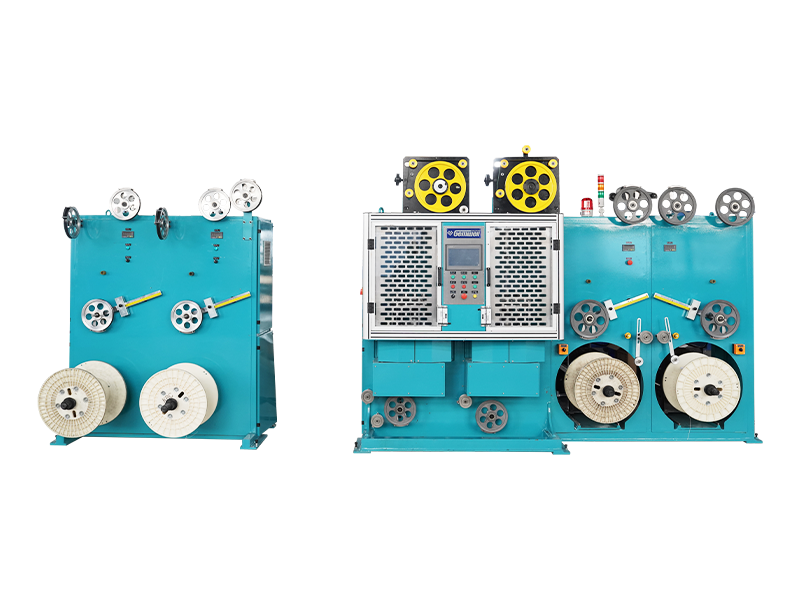
المرحلة الرابعة: التغليف باستخدام طارد الأسلاك والكابلات
تعتبر عملية التغليف هي مرحلة التصنيع الرئيسية الأخيرة والمرحلة التي تلعب فيها تكنولوجيا بثق الأسلاك والكابلات دورها الأكثر وضوحًا. يمر قلب الكابل المجدولة - مع عضو القوة المركزي، والأنابيب العازلة أو الألياف المخزنة بإحكام، وشريط أو خيوط مانعة للماء، وأي دروع - عبر رأس متقاطع للبثق حيث يتم تطبيق اللدائن الحرارية المنصهرة بشكل موحد حول المحيط بأكمله.
كيف يعمل الطارد
إن آلة بثق الأسلاك والكابلات لتغليف الألياف الضوئية هي في الأساس آلة تلدين أحادية أو مزدوجة اللولب. يقوم المسمار، الذي يدور داخل برميل ساخن، بإذابة وتجانس حبيبات البوليمر التي يتم تغذيتها من القادوس. تتم مطابقة الهندسة اللولبية - بما في ذلك نسبة الضغط، وطول منطقة القياس، ونسبة L/D (عادةً من 24:1 إلى 30:1 لتطبيقات الغلاف) - مع البوليمر المحدد الذي تتم معالجته. تتطلب مواد السترة المختلفة ظروف معالجة مختلفة بشكل كبير:
- HDPE (البولي إيثيلين عالي الكثافة): درجة حرارة المعالجة 180-230 درجة مئوية؛ مقاومة ممتازة للرطوبة والأشعة فوق البنفسجية. المستخدمة في الكابلات الجوية والدفن المباشر.
- LSZH (منخفض الهالوجين منخفض الدخان): درجة حرارة المعالجة 170-210 درجة مئوية؛ إلزامي في الأنفاق ومراكز البيانات والمباني العامة؛ يتطلب تصميمًا لولبيًا دقيقًا لأن مركبات LSZH غالبًا ما تكون أكثر لزوجة وحساسة للحرارة من PE.
- بولي كلوريد الفينيل: درجة حرارة المعالجة 160-190 درجة مئوية؛ منخفضة التكلفة، مرنة، مثبطات اللهب؛ يشيع استخدامها للكابلات الداخلية.
- البولي يوريثين (تي بي يو): درجة حرارة المعالجة 190-220 درجة مئوية؛ مقاومة التآكل المتميزة والمرونة في درجات الحرارة الباردة؛ المستخدمة في التطبيقات الصناعية والعسكرية.
- نايلون (PA12): درجة حرارة المعالجة 220-250 درجة مئوية؛ مقاومة كيميائية عالية يستخدم حيث يكون التعرض للوقود أو الزيت ممكنًا.
تقوم مجموعة القالب المتقاطعة الموجودة في نهاية أسطوانة الطارد بوضع طرف (أو أنبوب توجيه، في تكوينات أدوات الضغط) يمر من خلاله قلب الكابل، محاطًا بأرض القالب التي يتدفق من خلالها البوليمر المنصهر ويتم تشكيله على الكابل. يتم التحكم في سمك جدار الغلاف من خلال التوازن بين سرعة الخط وإخراج الطارد (بالكجم/الساعة) ، وتستخدم الخطوط الحديثة قياس قطر الحلقة المغلقة - مقاييس الليزر أو مقاييس سماكة الأشعة السينية - للتغذية المرتدة إلى محرك الطارد وكابستان السحب للحفاظ على المواصفات في حدود ±0.1 مم أو أكثر إحكامًا.
التبريد وسحب كاتربيلر
مباشرة بعد الوصلة المتقاطعة، يدخل الكابل المغلف إلى حوض مياه - يبلغ طوله عادةً 8-15 مترًا - حيث يتم إخماده. يؤثر معدل التبريد على تبلور البوليمرات شبه البلورية مثل HDPE ويؤثر بشكل مباشر على الخواص الميكانيكية للسترة. بالنسبة لسرعات الخطوط العالية جدًا (أعلى من 200 م/دقيقة)، يحافظ رذاذ الماء القسري أو أحواض التبريد بمساعدة الفراغ على إزالة الحرارة بشكل كافٍ. تقوم وحدة سحب كاتربيلر (وحدة جرار من نوع الحزام) بإمساك الكابل بلطف للحفاظ على التوتر وسرعة الخط دون سحق الهيكل البصري الحساس بالداخل.
غلاف مزدوج الطبقة وكابلات مدرعة
تتطلب العديد من الكابلات الخارجية أو المدرعة ممرين لطارد الأسلاك والكابلات. في التمريرة الأولى، يتم وضع سترة داخلية (غالبًا PE) على القلب الذي تقطعت به السبل. يمر الكابل بعد ذلك عبر وحدة تسليح الشريط الفولاذي المموج (CST) أو محطة تدريع الألمنيوم المتشابكة قبل الدخول إلى جهاز بثق ثانٍ يستخدم الغلاف الخارجي. قد يمتد خط الطارد الترادفي هذا بطول إجمالي يتراوح بين 50 إلى 80 مترًا وهو قادر على إنتاج كابلات الألياف الضوئية المدرعة النهائية بمعدلات 30 إلى 80 مترًا / دقيقة.
بالنسبة للكابلات البحرية، تكون العملية أكثر تعقيدًا: يمكن إضافة ما يصل إلى ست طبقات من تسليح الأسلاك (أسلاك فولاذية فردية يتم تطبيقها بواسطة آلات الجدل الكوكبية)، حيث تتطلب كل طبقة سلكية مرور بثق مركب الفراش الخاص بها بينها وبين طبقة السلك التالية.
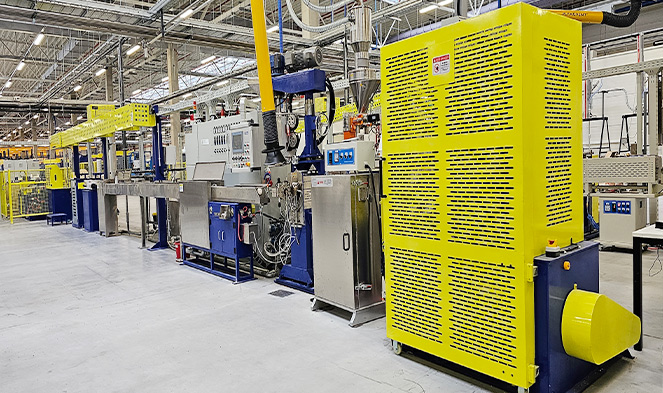
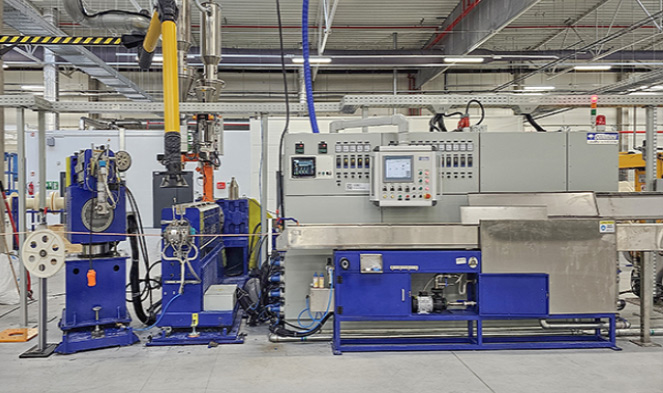
المعدات الحيوية على خط تغليف كابلات الألياف الضوئية
يدمج خط تغليف كابلات الألياف الضوئية الكامل العديد من الآلات التي تعمل بتسلسل منسق. إن فهم ما يفعله كل منهما يساعد في توضيح سبب أهمية جهاز بثق الأسلاك والكابلات والمعدات الطرفية الخاصة به في جودة الكابلات.
- موقف الدفع: يحمل بكرة الكابل الأساسية ويدفع القلب عند شد متحكم فيه - يمكن أن يؤدي التوتر الزائد إلى إجهاد الألياف بالداخل؛ القليل جدًا يسبب الترهل وتغير القطر.
- التسخين: يجفف ويدفئ سطح قلب الكابل قبل أن يدخل إلى رأس الطارد، مما يحسن الالتصاق بين الغلاف وقلب الكابل.
- آلة بثق الأسلاك والكابلات أحادية اللولب: آلة المعالجة الأساسية، مع مناطق البراميل التي يتم التحكم في درجة حرارتها بشكل فردي في 5-7 أقسام، وعلبة تروس تقود المسمار بسرعة 10-120 دورة في الدقيقة، ومستشعر ضغط الذوبان عند رأس القالب لمراقبة العملية.
- يموت الصليب: مجموعة فولاذية مصنوعة بدقة تعمل على محاذاة قلب الكابل مع تدفق البوليمر. إن تركيز القالب - مدى دقة تمركز الغلاف على الكابل - يحدد بشكل مباشر الأداء الميكانيكي والخواص الكهربائية.
- قياس قطر الليزر: قياس عدم الاتصال بمعدل 2000 عملية مسح/ثانية، واكتشاف تغيرات القطر في الوقت الفعلي وإرسال إشارات التصحيح للتحكم في سرعة النقل.
- حوض الماء مع مناطق درجة الحرارة: التحكم الدقيق في التبريد لإدارة التبلور؛ غالبًا ما تكون منطقتان - منطقة ساخنة لمنع ظهور علامات الغرق على السطح، ثم منطقة باردة للتصلب السريع.
- نقل كاتربيلر: تصميم مزدوج الحزام أو أربعة أحزمة مع التحكم في الضغط الهوائي لتجنب التكسير؛ يدفع سرعة الخط الإجمالية والضغط الخلفي ضد الطارد.
- جهاز اختبار الشرارة (للكابلات النحاسية الهجينة): يطبق جهدًا عاليًا للكشف عن الثقوب الموجودة في السترة؛ غير مطلوب لجميع كابلات الألياف العازلة للكهرباء ولكنه يستخدم في الكابلات المدرعة حيث يجب أن تكون السترة معزولة كهربائيًا.
- تناول مع اللف العرضي: يتم وضع الكابل النهائي على بكرات أو براميل الشحن مع التحكم الدقيق في العرض لمنع تلف البكرة أو الانحناء الدقيق للألياف من ضغط التخزين غير المتساوي.
من بين كل هذه المكونات، يعتبر جهاز بثق الأسلاك والكابلات هو العنصر الذي يحدده مصنعو الكابلات ويطورونه في أغلب الأحيان، لأن تآكل البرغي والبراميل يؤدي بشكل مباشر إلى انخفاض جودة الذوبان واتساق الإخراج وتوحيد الغلاف بمرور الوقت. ينشر مصنعو الطارد ذوو السمعة الطيبة حدود تآكل البراغي - مما يسمح عادةً بما لا يزيد عن 5٪ من تقليل عمق القناة قبل الاستبدال - ويقوم العديد من منتجي الكابلات بجدولة عمليات إعادة بناء البراميل / البراغي كل 3 إلى 5 سنوات اعتمادًا على مدى كشط المادة.
أنواع كابلات الألياف الضوئية وأساليب التصنيع المختلفة الخاصة بها
ليست كل كابلات الألياف الضوئية مصنوعة بنفس الطريقة. تؤدي بيئة الاستخدام النهائي إلى اختلافات كبيرة حيث يتم تضمين خطوات التصنيع، وما هي المواد التي تتدفق عبر جهاز بثق الأسلاك والكابلات، ومدى إحكام الالتزام بالتفاوتات.
الوضع الفردي مقابل كابلات الألياف المتعددة الأوضاع
يبلغ قطر الألياف أحادية الوضع (SMF) 8-10 ميكرومتر فقط - أي ما يقرب من عُشر عرض شعرة الإنسان - وكسوة تبلغ 125 ميكرومتر. يتطلب تصنيع SMF تحكمًا أكثر صرامة في تركيز النواة إلى الكسوة (عادةً ما يكون ≥0.5 ميكرون إزاحة) والتدوير الأساسي أثناء تصنيع التشكيل والرسم. تأتي الألياف متعددة الأوضاع (MMF) في فئات OM1 إلى OM5 بأقطار أساسية تبلغ 50 أو 62.5 ميكرومتر؛ يتطلب ملف تعريف الفهرس المتدرج للألياف OM3 / OM4 / OM5 تحكمًا تركيبيًا دقيقًا للغاية في التدرج GeO₂ dopant أثناء ترسيب التشكيل. يمكن أن يكون بناء الكابلات حول كلا النوعين من الألياف متطابقًا؛ إنها الألياف نفسها حيث تكمن الاختلافات الرئيسية.
صناعة الكابلات الشريطية
يعمل كابل الألياف الضوئية الشريطي عالي الكثافة - المستخدم على نطاق واسع في التوصيلات البينية لمراكز البيانات وتطبيقات المكاتب المركزية - على ربط 4 أو 8 أو 12 من الألياف الملونة الفردية جنبًا إلى جنب في مصفوفة مسطحة باستخدام مادة مصفوفة شريطية قابلة للمعالجة بالأشعة فوق البنفسجية. تقوم آلة الشريط بمسافة وشد كل ألياف بدقة عند دخولها إلى قالب مسطح حيث يتم تطبيق مادة المصفوفة ومعالجتها بالأشعة فوق البنفسجية. يتم بعد ذلك تكديس شرائط متعددة ووضعها داخل هيكل كابل ذو قلب مشقوق أو أنبوب مركزي. يمكن أن يكون قطر الكابل الشريطي المكون من 288 ليفًا أقل من 12 مم ، مقارنةً بـ 18-22 مم لتصميم أنبوب فضفاض مجدولة مشابه. تستخدم خطوة تغليف الكابلات الشريطية نفس تقنية بثق الأسلاك والكابلات مثل الكابلات التقليدية، ولكن التجميع الأساسي أكثر صلابة بشكل ملحوظ ويتطلب مراقبة توتر أعلى على حامل الدفع.
كابلات الألياف غير الحساسة للانحناء (BIF).
تشتمل الألياف غير الحساسة للانحناء، والموحدة وفقًا لـ ITU-T G.657، على تصميم تكسية مدعوم بالخنادق أو ذو بنية نانوية يقلل بشكل كبير من خسائر الانحناء الكبير. يمكن للكابلات المبنية باستخدام BIF - وخاصة الدرجات G.657.A2 وG.657.B3 - أن تتحمل الانحناءات حتى نصف قطر 5 مم مع خسارة إضافية أقل من 0.1 ديسيبل عند 1550 نانومتر. هذه الكابلات شائعة في كابلات إسقاط FTTH (الألياف إلى المنزل)، والتي يتم توجيهها عبر انحناءات القناة، وحول إطارات الأبواب، ومن خلال مسارات داخلية ضيقة. يضيف تصنيع التشكيل BIF تعقيدًا (طبقات تكسية إضافية ذات مؤشرات انكسار مختلفة)، لكن عملية تصنيع الكابلات اللاحقة - بما في ذلك تغليف الطارد - هي في الأساس نفس عملية كابلات SMF القياسية.
اختبار الجودة طوال عملية التصنيع
إن مراقبة الجودة في تصنيع كابلات الألياف الضوئية ليست بمثابة فحص نهائي، بل إنها تدخل في كل مرحلة من مراحل الإنتاج. يؤدي تخطي أي من هذه الفحوصات أو إضعافها إلى إنتاج كابلات قد تجتاز الاختبارات الأولية ولكنها تفشل قبل الأوان في الميدان، حيث تتضاءل تكاليف الإصلاح مع سعر شراء الكابل الأصلي.
اختبار مستوى الألياف
يتم اختبار كل بكرة ألياف تغادر برج الرسم من أجل:
- التوهين: تم القياس باستخدام OTDR (مقياس انعكاس المجال الزمني البصري) عند كل من 1310 نانومتر و1550 نانومتر. يجب أن تكون القيمة SMF القياسية ≥0.35 ديسيبل/كم عند 1310 نانومتر و ≥0.20 ديسيبل/كم عند 1550 نانومتر وفقًا لمعيار ITU-T G.652.D.
- PMD (تشتت وضع الاستقطاب): حاسم لأنظمة النقل المتماسكة عالية السرعة؛ تم تحديدها كقيمة لتصميم الارتباط (على سبيل المثال، .200.20 ps/√km لـ G.652.D).
- الهندسة: قطر مجال الوضع، وقطر الكسوة، وتركيز الكسوة الأساسية، والكسوة غير الدائرية - يتم قياسها جميعًا بواسطة أنظمة فحص الفيديو الآلية في برج الرسم.
- اختبار الإثبات: يتم تطبيق الحد الأدنى من حمل الشد بمقدار 100 كيلو رطل لكل بوصة مربعة على طول طول البكرة بالكامل لفحص أي أقسام ضعيفة.
اختبار مستوى الكابل
بعد التغليف، تخضع بكرة الكابل النهائية لمجموعة شاملة من الاختبارات المحددة بواسطة إيك 60794-1 ومعايير سلسلة IEC 60794-x ذات الصلة، أو ما يعادلها ANSI/ICEA لسوق أمريكا الشمالية:
- تحميل الشد: يتم سحب الكابل لتحميل التثبيت المقدر ومن ثم لإثبات الحمل؛ يجب أن تظل زيادة التوهين أقل من 0.1 ديسيبل أثناء التحميل والعودة إلى خط الأساس بعد التحرير.
- مقاومة السحق: تطبق اللوحة المسطحة قوة سحق مقدرة (على سبيل المثال، 2200 نيوتن/100 مم لكابلات OSP النموذجية)؛ تتم مراقبة التوهين في الوقت الفعلي عبر مصدر ضوء ومقياس طاقة.
- اختبار الانحناء: يتم تدوير الكابل حول شياق ذو قطر محدد؛ بالنسبة لكابلات OSP القياسية، يكون هذا 20× القطر الخارجي للكابل.
- دورة درجة الحرارة: يتم اختبار بكرات الكابلات من -40 درجة مئوية إلى 70 درجة مئوية (أو نطاقات أوسع للكابلات المتخصصة)؛ يتم قياس التوهين عند درجات الحرارة المنخفضة والعالية.
- اختراق المياه: يتم تعريض جزء من الكابل بطول 1 متر إلى رأس هيدروليكي بطول 1 متر لمدة 24 ساعة؛ يجب ألا يتغلغل الماء إلى ما بعد نهايات قسم الاختبار.
- سمك سترة وOD: يتم قياس المقاطع العرضية المقطوعة من أطراف الكابلات تحت مجهر ضوئي مُعاير للتحقق من تجانس جدار الغلاف - وهو مؤشر مباشر للتحكم في عملية الطارد.
يحدد بعض العملاء قياس OTDR بنسبة 100% لكل ألياف في كل بكرة قبل الشحن - وهي ممارسة شائعة في شراء شركات الاتصالات. يقوم تتبع OTDR الشامل أيضًا بإنشاء سجل أساسي يمكن استخدامه بعد سنوات عند تشخيص أخطاء المجال.
العوامل الرئيسية التي تؤثر على أداء كابلات الألياف الضوئية وطول عمرها
إن فهم ما يحدث داخل عملية التصنيع يفسر سبب تفوق بعض الكابلات على غيرها في هذا المجال ولماذا لا يمكن فصل إعداد الطارد الصحيح - اختيار المواد، وملف تعريف درجة الحرارة، وتصميم المسمار - عن موثوقية الكابل على المدى الطويل.
سواد الهيدروجين
يمكن للهيدروجين الناتج عن التآكل الإلكتروليتي لدروع الأسلاك الفولاذية، أو عن طريق تحلل مركبات الهلام وطلاءات البوليمر، أن ينتشر في الألياف الزجاجية ويتفاعل مع العيوب الموجودة في شبكة السيليكا لتكوين روابط Si-OH (سيلانول) التي تمتص ضوء الأشعة تحت الحمراء - وهي ظاهرة تسمى تعتيم الهيدروجين. يتمثل دفاع التصنيع الأساسي في التخلص الصارم من الماء من جميع أنظمة الجل والبوليمر (وهذا هو السبب في تحديد الأنابيب المحظورة بالماء وتركيبات الجل عالية الجودة بمحتوى مائي أقل من 10 جزء في المليون)، واستخدام الكربون أو الطلاء المحكم على الألياف نفسها في البيئات الأكثر تطلبًا. يمكن أن يساهم جهاز بثق الأسلاك والكابلات في هذه المخاطر أو يخففها: حيث تعمل حبيبات البوليمر المجففة بشكل صحيح ودرجات حرارة الذوبان التي يتم التحكم فيها جيدًا على تقليل احتجاز الرطوبة في هيكل الغلاف.
الانحناء الجزئي والانحناء الكلي
يشير الانحناء الدقيق إلى التشوهات الجانبية المجهرية للألياف الناتجة عن الضغط الشعاعي غير المنتظم من جدران الأنابيب العازلة، أو حواف شريط التغليف، أو أسطح الغلاف غير المنتظمة. وحتى التشوهات في نطاق النانومتر تزيد من التوهين بشكل ملموس عند 1550 نانومتر. يمكن لطارد الأسلاك والكابلات الذي ينتج سترة ذات تموج سطحي (عيب كسر الذوبان الشائع عندما تكون درجة حرارة الذوبان منخفضة جدًا أو تكون سرعة السحب عالية جدًا بالنسبة لمخرج الطارد) أن يُدخل قوى جانبية منقوشة على قلب الكابل ويسبب خسائر في الانحناءات الصغيرة التي لن تظهر في اختبار معملي حميد ولكنها تظهر تحت الانكماش الحراري في الميدان. يمثل الانحناء الكبير - وهو لف الكابل حول نصف قطر ضيق للغاية - مشكلة في التثبيت، ولكن الكابلات ذات صلابة الانحناء المنخفضة (جدران تغليف أرق، وأعضاء أقل قوة) تكون أكثر عرضة للخطر، مما يجعل تصميم الغلاف نقطة تقاطع أخرى بين المواد المطبقة على الطارد والأداء البصري.
تدهور الأشعة فوق البنفسجية لمواد السترات الخارجية
يجب أن تتحمل كابلات الألياف الضوئية الهوائية عقودًا من التعرض للأشعة فوق البنفسجية دون تشقق الغلاف أو التقصف. يوفر أسود الكربون بنسبة 2-3% من الوزن في HDPE حماية فعالة من الأشعة فوق البنفسجية وهو المعيار الصناعي للكابلات الهوائية والدفن المباشر. قد تستخدم الكابلات المخصصة للاستخدام الداخلي حزم تثبيت أخرى، ولكن يتم توفير التركيبة عادةً كحبيبات مركبة مسبقًا إلى الشركة المصنعة للكابلات، التي تغذيها مباشرة في طارد الأسلاك والكابلات. يجب أن تكون ظروف معالجة الطارد متوافقة مع نظام التثبيت - يمكن أن تؤدي درجة حرارة البرميل المفرطة أو درجة حرارة البرميل إلى تدهور مضادات الأكسدة الضرورية للاستقرار الحراري على المدى الطويل، حتى في الكابلات التي لا تتعرض أبدًا لأشعة الشمس.

بدء خط إنتاج كابلات الألياف الضوئية: الاعتبارات العملية
بالنسبة إلى الشركة المصنعة التي تتطلع إلى الدخول في إنتاج كابلات الألياف الضوئية - أو التوسع من الكابلات النحاسية إلى الألياف - فإن الاستثمار في المعدات والمعرفة العملية المطلوبة يعد كبيرًا ولكنه محدد جيدًا. يمثل برج السحب ومعدات إنتاج التشكيل أعلى العوائق أمام الدخول (وعادةً ما لا يكون هناك ما يبرر ذلك إلا إذا تم إنتاج الألياف على نطاقات تبلغ عدة ملايين من الكيلومترات سنويًا). يقوم معظم مصنعي الكابلات بشراء الألياف من منتجي الألياف المعروفين - Corning، وPrysmian، وFujikura، وSumitomo، وYOFC - ويركزون رؤوس أموالهم على تصميم الكابلات ومعدات خطوط التغليف.
اختيار جهاز بثق الأسلاك والكابلات لتغطية الألياف الضوئية
إن قرار المعدات الأكثر أهمية لخط تغليف كابلات الألياف الضوئية هو اختيار آلة بثق الأسلاك والكابلات. تشمل المعلمات الرئيسية التي يجب تقييمها ما يلي:
- قطر المسمار: بالنسبة لتطبيقات سترة الألياف الضوئية، تكون أقطار اللولب من 45 مم إلى 90 مم نموذجية. توفر البراغي الأصغر (45-60 مم) تناسقًا أفضل للإخراج واستجابة مادية بمعدلات إنتاجية أقل مطلوبة للكابلات ذات القطر الصغير؛ تتناسب البراغي الأكبر حجمًا مع الغلاف عالي الإخراج لكابلات OSP ذات العدد الكبير.
- نسبة L/D: يوصى بحد أدنى 24:1 لمواد سترة الألياف الضوئية. تستفيد مركبات LSZH بشكل خاص من نسب 28:1 أو 30:1 L/D التي تسمح بمناطق ذوبان وخلط أطول.
- نظام القيادة: توفر محركات التيار المتردد أو محركات الأقراص التي يتم التحكم فيها عن طريق المتجهات ثبات السرعة (±0.1%) اللازم للحفاظ على اتساق جدار الغلاف بسرعات الخطوط المتغيرة. يتم التخلص التدريجي من محركات أقراص DC من التركيبات الجديدة.
- مناطق التحكم في درجة الحرارة: ما لا يقل عن 5 مناطق برميل يتم التحكم فيها بشكل مستقل بالإضافة إلى منطقة التقاطع. تعد وحدات التحكم PID التي تتمتع بثبات أفضل من ± 1 درجة مئوية قياسية في أنظمة بثق الكابلات الحديثة.
- فيstrumentation: محول طاقة ضغط الذوبان عند رأس القالب، ومسبار درجة حرارة الذوبان عند طرف المسمار، ومقياس قطر بصري أو أشعة سينية في اتجاه مجرى النهر - كل ذلك يتم تغذيته في وحدة تحكم PLC في الخط مع تسجيل البيانات لتتبع الإنتاج.
- التعامل مع المواد: وحدة مزج وجرعات وزنية أو حجمية لإضافة الصبغة الرئيسية إلى أعلى قادوس الطارد، مع مجفف مجفف للمواد الحساسة للرطوبة مثل النايلون والبولي يوريثان الحراري.
يمكن لخط تغليف الألياف الضوئية المحدد جيدًا والمبني حول جهاز بثق الأسلاك والكابلات المناسب أن يسدد تكاليفه الرأسمالية في غضون 18 إلى 36 شهرًا في الأسواق التي لديها طلب قوي على نشر الألياف، بشرط أن يتم إنشاء وصفات العملية وتدريب المشغلين وأنظمة الجودة قبل زيادة الإنتاج.
الفرق بين متطلبات بثق كابلات الألياف الضوئية والكابلات النحاسية
غالبًا ما يتساءل المصنعون الذين يقومون بالفعل بتشغيل خطوط بثق الأسلاك والكابلات النحاسية عما إذا كان من الممكن استخدام نفس المعدات لتغليف الألياف الضوئية. الجواب هو: في بعض الأحيان، مع التعديلات. تتطلب كابلات الألياف الضوئية تحكمًا أكثر دقة في التوتر عند الدفع (لتجنب الضغط على الألياف بالداخل)، وتعد محاذاة القالب المتقاطع أكثر أهمية لأنه لا يوجد اختبار كهربائي (مثل الاستمرارية أو السعة) يلتقط عدم محاذاة القالب - يظهر اختلاف جدار الغلاف فقط في الاختبارات الميكانيكية أو فشل ما بعد التثبيت. بالإضافة إلى ذلك، إذا تم استخدام الطارد الموجود لمعالجة PVC، فيجب تطهيره تمامًا قبل تشغيل مركبات LSZH أو PE لمنع التلوث. تُفضل بشدة خطوط الطارد المخصصة لتغليف الألياف الضوئية - والتي لا تتم مشاركتها مع إنتاج الكابلات النحاسية - في العمليات التي تهتم بالجودة.
معايير كابلات الألياف الضوئية ومتطلبات الامتثال
يجب أن تتوافق كابلات الألياف الضوئية المباعة في أسواق الاتصالات ومراكز البيانات والأسواق الصناعية والعسكرية مع شبكة معقدة من المعايير الدولية والإقليمية. الامتثال ليس اختياريًا - يطلب مشغلو الشبكات الرئيسيون وهيئات المشتريات تقارير اختبار الموافقة على النوع من طرف ثالث قبل تقديم الطلبات، وبعض المعايير (مثل أداء اللهب LSZH في المباني العامة في الاتحاد الأوروبي) إلزامية قانونًا.
| قياسي | النطاق | المنطقة |
|---|---|---|
| ITU-T G.652 | قياسي SMF characteristics | عالمي |
| ITU-T G.657 | SMF غير حساس للانحناء لـ FTTH | عالمي |
| IEC 60794-1 | طرق اختبار كابلات الألياف الضوئية | عالمي / EU |
| إيك 60794-3 | كابلات الألياف الضوئية الخارجية | عالمي / EU |
| أنسي/إيسا S-87-640 | الألياف الضوئية خارج كابل النبات | أمريكا الشمالية |
| تيا-568.3-د | معيار مكون كابلات الألياف الضوئية | أمريكا الشمالية |
| إن 50399 / آي إي سي 60332 | انتشار اللهب والدخان للكابلات | الاتحاد الأوروبي (CPR) |
| ميل-PRF-85045 | كابل الألياف الضوئية للاستخدام العسكري | الولايات المتحدة الأمريكية (دفاع) |
تستحق لائحة منتجات البناء في الاتحاد الأوروبي (CPR) إشارة خاصة لأنها تحكم بشكل مباشر اختيارات مواد الغلاف وبالتالي متطلبات عملية الطارد للكابلات المثبتة في المباني الأوروبية. بموجب CPR، يجب تصنيف الكابلات من Eca (الحد الأدنى للأداء) إلى B2ca وB1ca وAca (أعلى أداء). يتطلب تحقيق تصنيف B1ca أو Aca مركبات LSZH ذات معدلات إطلاق حرارة منخفضة للغاية وإنتاج دخان - وهي مركبات تضع متطلبات صارمة على طارد الأسلاك والكابلات من حيث توحيد درجة حرارة الذوبان، والتحكم في وقت الإقامة، واستقرار ضغط القالب.