بريد إلكتروني: alice@gemwellgd.com
بريد إلكتروني: alice@gemwellgd.com عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين
عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين عربى
عربى  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
ما هي آلة البثق في إنتاج الأسلاك والكابلات؟
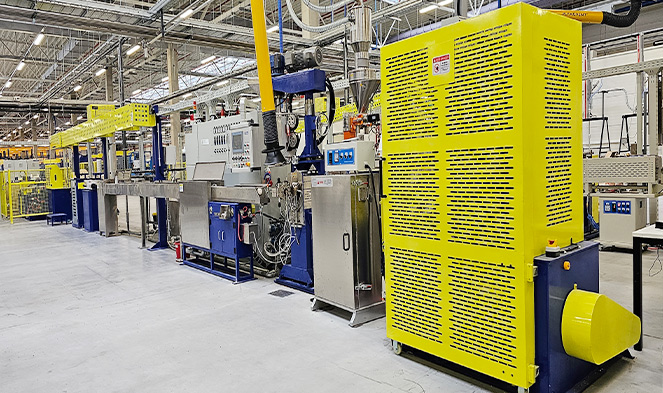
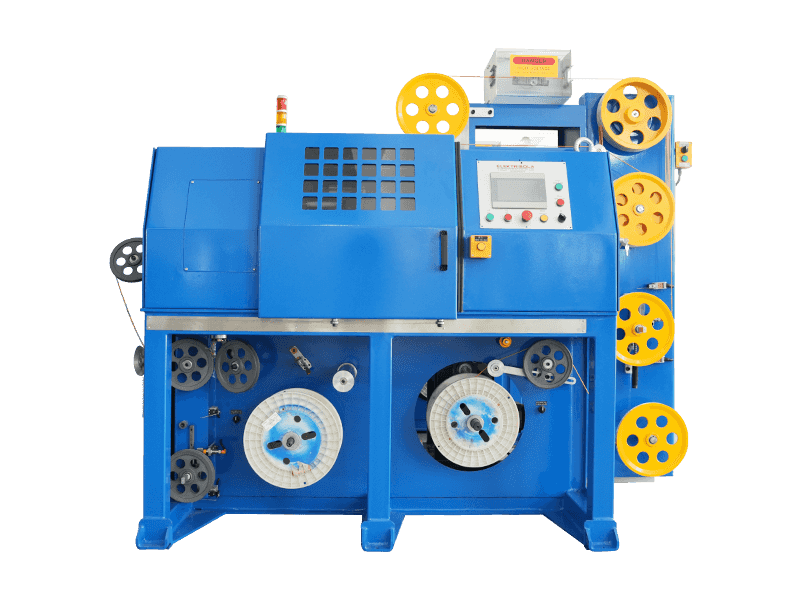
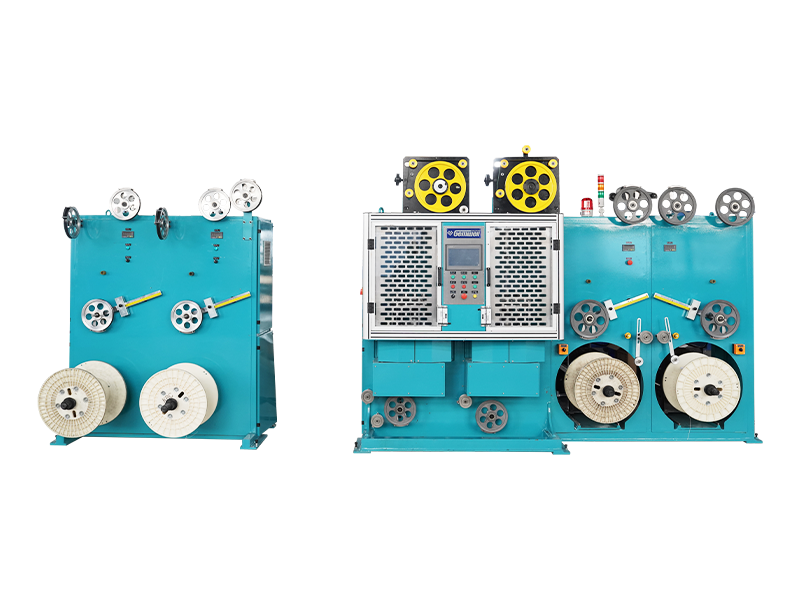
آلة البثق - على وجه التحديد أ آلة بثق الأسلاك والكابلات - هي القطعة المركزية من المعدات المستخدمة لتطبيق طبقة مستمرة من المواد العازلة أو المغلفة على موصل معدني. من الناحية العملية، يعني هذا صهر مركب لدن بالحرارة مثل بولي كلوريد الفينيل أو XLPE أو LSZH داخل برميل ساخن، ثم دفع المادة المنصهرة عبر قالب متقاطع يلفها بالتساوي حول سلك نحاسي أو ألومنيوم متحرك. والنتيجة هي موصل معزول يتم إنتاجه في مسار واحد غير متقطع بسرعات يمكن أن تتجاوز 1200 متر في الدقيقة على خطوط كابلات البيانات الدقيقة.
آلة البثق هي العمود الفقري لكل مصنع للأسلاك والكابلات في جميع أنحاء العالم. بدونها، لا يمكن عزل موصلات النحاس الخام أو الألومنيوم، ولا يمكن تصنيع كابل نهائي - سواء كان سلك إمداد الطاقة، أو كابل Cat 6A Ethernet، أو خط الجهد العالي البحري -. تؤدي كل آلة بثق الأسلاك والكابلات نفس المهمة الأساسية: تحويل الكريات البلاستيكية الصلبة أو المسحوق إلى تدفق منصهر يتم التحكم فيه بدقة، ثم ترسيب هذا التدفق على موصل بسماكة جدار ثابتة وتركيز وجودة سطح.
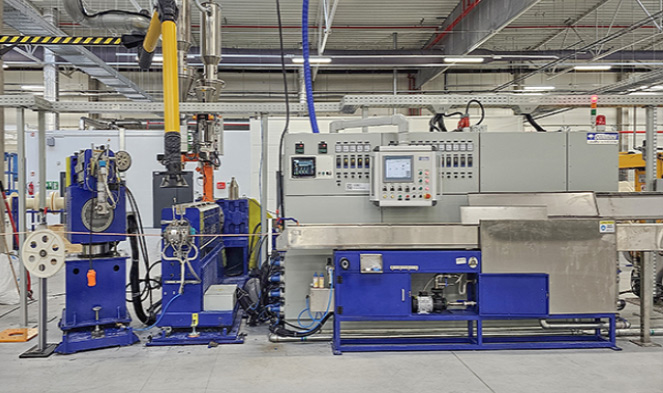
الفرق الحاسم بين آلة بثق الأسلاك والكابلات وآلة بثق البلاستيك العامة هو مجموعة القالب المتقاطع. بينما يقوم جهاز البثق القياسي بدفع المواد مباشرة عبر قالب ثابت، يقوم جهاز بثق الأسلاك والكابلات بإعادة توجيه الذوبان بمقدار 90 درجة (أو في الخط في بعض التكوينات) لتطويق موصل متحرك. إن تصميم الرؤوس المتقاطعة هذا هو ما يجعل عزل الأسلاك ممكنًا بسرعات الإنتاج - وما يجعل هندسة طارد الأسلاك والكابلات أكثر تعقيدًا وأكثر تخصصًا من أي فئة أخرى من ماكينات البلاستيك.
كيف أ آلة بثق الأسلاك والكابلات الأشغال: العملية الكاملة
يعد فهم كيفية عمل آلة البثق من البداية إلى النهاية أمرًا ضروريًا لأي شخص يقوم بتقييم أو شراء أو صيانة خط بثق الأسلاك والكابلات. تكون العملية مستمرة - على عكس القولبة بالحقن، لا يتوقف الطارد الذي يعمل بشكل صحيح أبدًا في منتصف الإنتاج - ويتغذى كل نظام فرعي مباشرة في النظام التالي.
الدفع وتغذية الموصل
يتم فك الموصل العاري من النحاس أو الألومنيوم من البكرة الموجودة على وحدة الدفع، ويمر عبر جهاز تمليس لإزالة مجموعة الملفات، واختياريًا من خلال سخان مسبق يقوم بتدفئة سطح الموصل إلى 60-120 درجة مئوية. يعمل التسخين المسبق على تحسين الالتصاق بين العزل والموصل، وهو أمر مهم بشكل خاص لكابل الطاقة XLPE حيث يجب أن يرتبط المركب بالسطح المعدني.
التغذية والتلدين في البرميل
تسقط الكريات أو المسحوق من القادوس إلى حلق التغذية الموجود في الجزء الخلفي من برميل الطارد. يقوم اللولب الدوار بنقل المادة إلى الأمام من خلال مناطق البراميل الأكثر سخونة تدريجيًا - بالنسبة للـ PVC القياسي، تتراوح هذه الحرارة من 150 درجة مئوية في منطقة التغذية إلى 180 درجة مئوية بالقرب من القالب. تحدد الهندسة اللولبية مدى دقة ذوبان المركب وتجانسه. بالنسبة للـ PVC، يعد اللولب ذو نسبة L/D من 20:1 إلى 25:1 ونسبة الضغط القريبة من 3:1 أمرًا قياسيًا. يتطلب XLPE لكابل الجهد المتوسط برغي أطول بنسبة 30:1 L/D لمنع التشابك المبكر في البرميل.
قالب Crosshead - تطبيق العزل على الموصل
يخرج المركب المنصهر من البرميل ويدخل إلى التقاطع، حيث يتم إعادة توجيهه حول الموصل الوارد. يقوم الطوربيد أو العاكس الموجود داخل التقاطع بتقسيم تدفق الذوبان وتجميعه بالتساوي حول السلك. يوجد طريقتان للأدوات: أدوات الضغط ، حيث يتصل المنصهر بالموصل الموجود داخل القالب تحت الضغط (يستخدم في تطبيقات العزل التي تتطلب الالتصاق، مثل كابل الطاقة XLPE)، و أدوات الأنابيب ، حيث يخرج الذوبان كأنبوب يسحب للأسفل على الموصل بعد القالب (شائع في السترات الفضفاضة على الكابلات متعددة النواة).
التبريد والقياس والتناول
يدخل الموصل المعزول حديثًا إلى حوض تبريد الماء. يتطلب موصل PVC بجدار 1 مم الذي يعمل بسرعة 200 م/دقيقة عادةً ما بين 20 إلى 30 مترًا من التبريد النشط ليصلب بالكامل دون انحراف الأبعاد. تعمل أجهزة قياس قطر الليزر، وأجهزة اختبار الشرر (من 1 كيلو فولت إلى 15 كيلو فولت اعتمادًا على فئة العزل)، وأجهزة مراقبة السعة بشكل مستمر. تتحكم وحدة سحب الكابستان في سرعة الخط بدقة تبلغ ±0.1% قبل أن يتم لف الكابل النهائي على بكرة السحب.