بريد إلكتروني: alice@gemwellgd.com
بريد إلكتروني: alice@gemwellgd.com عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين
عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين عربى
عربى  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
محتوى
- 1 آلة بثق الأسلاك المدمجة: الإجابة المباشرة
- 2 كيف يتم بناء آلة بثق الأسلاك المدمجة
- 3 تصميم المسمار ولماذا يقرر جودة الإخراج
- 4 تكوينات حوض التبريد للمساحات الضيقة
- 5 أنظمة التحكم: ما يفصل بين الأساسي والموثوق
- 6 توافق المواد عبر التطبيقات الشائعة
- 7 تحجيم الآلة وفقًا لحجم الإنتاج الفعلي لديك
- 8 أنماط الصيانة التي تطيل عمر الخدمة
- 9 الأسئلة المتداولة
- 9.1 ما هو نطاق قطر السلك الذي يمكن لآلة بثق الأسلاك المدمجة التعامل معه؟
- 9.2 ما هي مساحة الأرضية التي تحتاجها بالفعل آلة بثق الكابلات المدمجة؟
- 9.3 هل يمكن لمشغل واحد تشغيل آلة بثق الأسلاك المدمجة بمفرده؟
- 9.4 ما هو نطاق قوة المحرك النموذجي لهذه الآلات؟
- 9.5 هل تضحي الآلة المدمجة بسرعة الإخراج مقارنة بالخط القياسي؟
- 9.6 كم من الوقت يستغرق تغيير المادة أو اللون النموذجي؟
آلة بثق الأسلاك المدمجة: الإجابة المباشرة
آلة بثق الأسلاك المدمجة عبارة عن آلة بثق الكابلات موفرة للمساحة تم تصميمها لتطبيق طبقات العزل أو التغليف على موصلات الأسلاك والكابلات دون البصمة الأرضية لخط الإنتاج التقليدي. تتناسب معظم الوحدات المدمجة مع مساحة تتراوح من 8 إلى 15 مترًا مربعًا مع الاستمرار في تقديم سرعات إخراج تتراوح بين 80 و400 متر في الدقيقة، اعتمادًا على قطر الموصل والمادة. بالنسبة لورش العمل ذات المساحة الأرضية المحدودة، أو عمليات التشغيل ذات الحجم المنخفض إلى المتوسط، أو التغييرات المتكررة للمواد، فإن آلة بثق الأسلاك المدمجة هي الحل العملي لأنها تقلل من وقت الإعداد، وتقلل من هدر المواد أثناء بدء التشغيل، وتتيح لمشغل واحد إدارة الخط بأكمله بدلاً من الحاجة إلى طاقم متعدد الأشخاص.
يشرح الجزء المتبقي من هذا الدليل كيفية هيكلة هذه الآلات، وما الذي يفصل بين آلة بثق الكابلات المدمجة الموثوقة وآلة ضعيفة الطاقة، وكيفية مطابقة مواصفات الماكينة مع احتياجات الإنتاج الفعلية الخاصة بك.
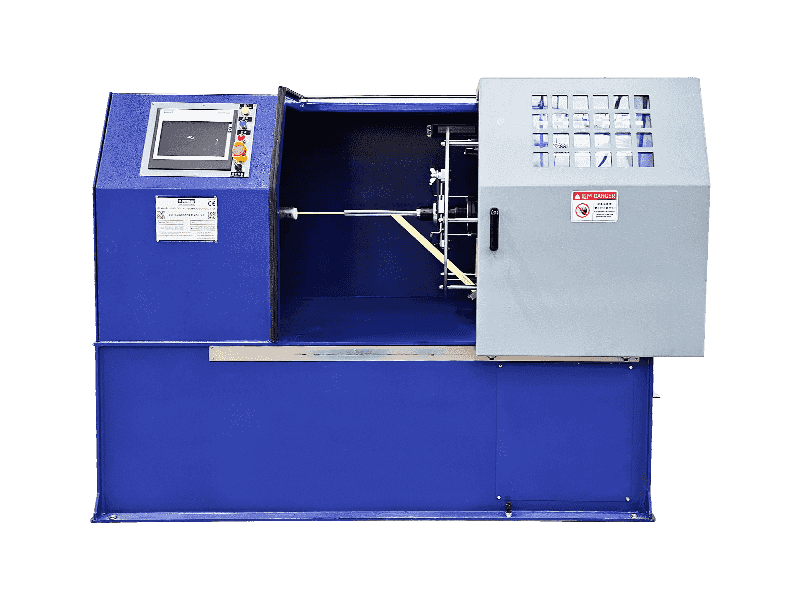
كيف يتم بناء آلة بثق الأسلاك المدمجة
تشترك كل آلة بثق أسلاك مدمجة في نفس التسلسل الأساسي مثل الأكبر آلة بثق الكابلات الخطوط، تم تكثيفها في تخطيط ميكانيكي أكثر إحكامًا. يتم دفع الموصل من حامل البكرة، ويمر عبر جهاز التسخين المسبق، ويدخل إلى رأس الطارد حيث يتم تطبيق البوليمر المنصهر، ثم يتحرك من خلال التبريد، أو اختبار الشرارة أو مقياس القطر، وأخيرًا بكرة السحب.
إن ما يجعل الوحدة "مدمجة" ليس تقليل الخطوات الوظيفية، بل إعادة تصميم كيفية ربط هذه الخطوات. عادةً ما تقوم الآلات المدمجة بدمج قاعدة التسخين المسبق وقاعدة الطارد في إطار مشترك، واستخدام حوض تبريد رأسي أو مكدس بدلاً من حوض أفقي طويل، ودمج عملية السحب والسحب في خزانة محرك واحدة. يؤدي هذا إلى تقليل طول الخط بنسبة 40 إلى 60 بالمائة تقريبًا مقارنة بالتكوين القياسي الذي يتعامل مع نفس نطاق قياس السلك.
| نوع الخط | الطول | مطلوب مشغلين | نطاق الأسلاك |
|---|---|---|---|
| آلة بثق الأسلاك المدمجة | 3 إلى 6 أمتار | 1 | 0.1 ملم إلى 6 ملم |
| آلة بثق الكابلات القياسية | 10 إلى 18 مترا | 2 إلى 3 | 0.1 ملم إلى 25 ملم |

تصميم المسمار ولماذا يقرر جودة الإخراج
إن برغي الطارد هو المكون الوحيد الذي يحدد ما إذا كانت آلة أسلاك البثق المدمجة تنتج سمكًا ثابتًا للجدار أو تطور مشاكل الانحراف عند السرعة. تستخدم الآلات المدمجة عمومًا طاردًا لولبيًا واحدًا بنسبة L/D تتراوح بين 20:1 و25:1، وهي أقصر من نسبة 25:1 إلى 30:1 الموجودة في الخطوط كاملة الحجم، لأن البرميل الأقصر يطابق مبيت المحرك الأصغر دون التضحية بتوحيد الذوبان لمقاييس الأسلاك التي يقل حجمها عن 6 مم.
ثلاث مناطق مهمة
- منطقة التغذية: تسحب الكريات الصلبة إلى الأمام وتبدأ في الضغط
- منطقة الضغط: تعمل على إذابة المواد تدريجيًا مع تقليل عمق القناة
- منطقة القياس: تعمل على تثبيت الضغط وتوفير تدفق ذوبان ثابت إلى الرأس المتقاطع
يتسبب تصميم المسمار غير المتطابق ارتفاع ، والذي يظهر على شكل قطر سلك يتقلب بأكثر من 0.02 مم على طول نفس البكرة. يجب على المشترين الذين يقومون بمقارنة الآلات أن يطلبوا عينة من قطع البكرة وقياسها في ثلاث نقاط للتأكد من الاتساق قبل الالتزام بالشراء.
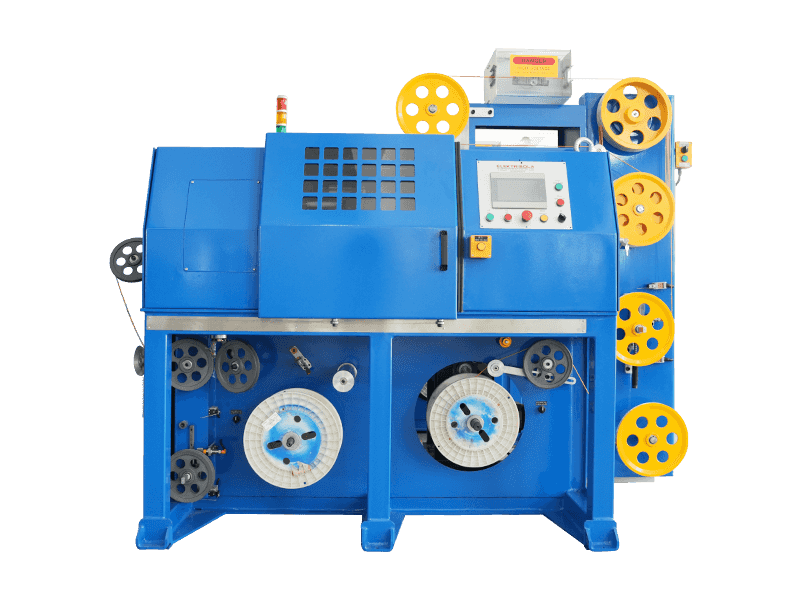
تكوينات حوض التبريد للمساحات الضيقة
التبريد هو المكان الذي يختلف فيه تصميم آلة بثق الأسلاك المدمجة بشكل واضح عن التخطيطات التقليدية. نظرًا لأن الأحواض الأفقية تحتاج إلى طول لتبديد الحرارة تدريجيًا، تعتمد الوحدات المدمجة بدلاً من ذلك على أحد الأساليب الثلاثة:
- حوض قصير متعدد المناطق مع أقسام منفصلة للمياه الساخنة والباردة لتسريع انخفاض درجة الحرارة على مسافة أقصر
- أنفاق التبريد بالرش التي تستخدم مصفوفات الفوهات بدلاً من الحمام الغاطس، مما يؤدي إلى قطع الطول المطلوب بنسبة تصل إلى 50 بالمائة
- التبريد العمودي، حيث ينتقل السلك إلى الأسفل عبر حجرة مكدسة بدلاً من التحرك أفقيًا
بالنسبة للأسلاك المعزولة بمادة PVC وPE التي يقل سمكها عن 4 مم، يمكن أن يحقق نفق التبريد بالرش الذي يتراوح طوله من 2 إلى 3 أمتار نفس تأثير التبريد الذي يحققه حوض غمر يبلغ عمقه 5 أمتار، وفقًا لمعايير سرعة الخط النموذجية التي يستخدمها متخصصو تكامل آلات الكابلات. هذا هو السبب الرئيسي وراء قدرة وحدات آلات بثق الكابلات المدمجة على مطابقة سرعات الإخراج القريبة من الخطوط القياسية على الرغم من الإطار الأصغر.
أنظمة التحكم: ما يفصل بين الأساسي والموثوق
غالبًا ما تكون بنية التحكم هي العامل الأكثر إغفالًا عند تقييم آلة بثق الأسلاك المدمجة. تعمل الوحدة الأساسية على منطق التتابع مع تعديلات الاتصال اليدوية لدرجة الحرارة وسرعة الخط. يتم تشغيل وحدة موثوقة على PLC مع واجهة HMI تعمل باللمس، مما يسمح للمشغلين بتخزين الوصفات الخاصة بمقاييس الأسلاك المختلفة واسترجاعها على الفور أثناء عمليات التبديل.
| الطبقة | طريقة التعديل | تخزين الوصفة | وقت التحول |
|---|---|---|---|
| منطق التتابع الأساسي | الأوجه اليدوية | لا شيء | 25 إلى 40 دقيقة |
| الطبقة المتوسطة PLC | شاشة رقمية تعمل باللمس | ما يصل إلى 10 وصفات | من 8 إلى 12 دقيقة |
| PLC متقدم مع تحكم بقطر الحلقة المغلقة | التصحيح الآلي | غير محدود، متصل بالشبكة | أقل من 5 دقائق |
يستحق التحكم بقطر الحلقة المغلقة اهتمامًا خاصًا. يستخدم هذا النظام مقياس ليزر يتم وضعه بعد مرحلة التبريد لقياس قطر السلك في الوقت الفعلي ويقوم تلقائيًا بضبط سرعة السحب أو عدد دورات الطارد في الدقيقة لتصحيح الانجراف قبل أن يصبح خردة. عادةً ما تعمل الخطوط التي لا تحتوي على هذه الميزة بمعدلات خردة تتراوح بين 3 و6 بالمائة ، في حين أن الخطوط ذات التحكم في الحلقة المغلقة تؤدي إلى خفض ذلك إلى أقل من 1 بالمائة في معظم الحالات المبلغ عنها من منشآت تصنيع الكابلات.

توافق المواد عبر التطبيقات الشائعة
إن آلة بثق الأسلاك المدمجة ليست أداة مصنوعة من مادة واحدة. إن نفس التكوين المتقاطع والمسمار الذي يعمل بشكل مثالي مع PVC سيكون أداؤه ضعيفًا على المواد ذات خصائص الذوبان المختلفة. تعد مطابقة المواد لإعداد الماكينة أمرًا ضروريًا قبل بدء تخطيط الإنتاج.
العزل PVC
تظل مادة PVC هي المادة الأكثر شيوعًا التي يتم تشغيلها على الخطوط المدمجة لأن نافذة درجة حرارة المعالجة الخاصة بها، والتي تتراوح بشكل عام من 160 درجة مئوية إلى 190 درجة مئوية، متسامحة وتتحمل اختلافًا بسيطًا في سرعة اللولب دون عيوب كبيرة. إنها نقطة البداية الافتراضية لأسلاك البناء العامة وتطبيقات الجهد المنخفض.
البولي إيثيلين والبولي إيثيلين المتقاطع
تحتاج PE وXLPE إلى تحكم أكثر صرامة في درجة الحرارة، عادة ضمن نطاق 5 درجات مئوية، لأن هذه المواد أكثر حساسية لتسخين القص. يجب أن تحتوي ماكينة بثق الأسلاك المدمجة التي تستخدم XLPE على منطقة تبريد مخصصة منفصلة عن الحوض الرئيسي لإدارة عملية الربط المتشابك إذا كان الخط يتضمن تلك المرحلة.
TPE والمركبات منخفضة الدخان
تتطلب اللدائن البلاستيكية الحرارية ومركبات الهالوجين منخفضة الدخان المستخدمة في النقل والكابلات البحرية مقاطع لولبية قص منخفضة لتجنب إضافات مثبطات اللهب المهينة. غالبًا ما يؤدي تشغيل هذه المركبات على المسمار المصمم للـ PVC القياسي إلى ظهور خطوط مرئية أو تغير في اللون في الغلاف النهائي.
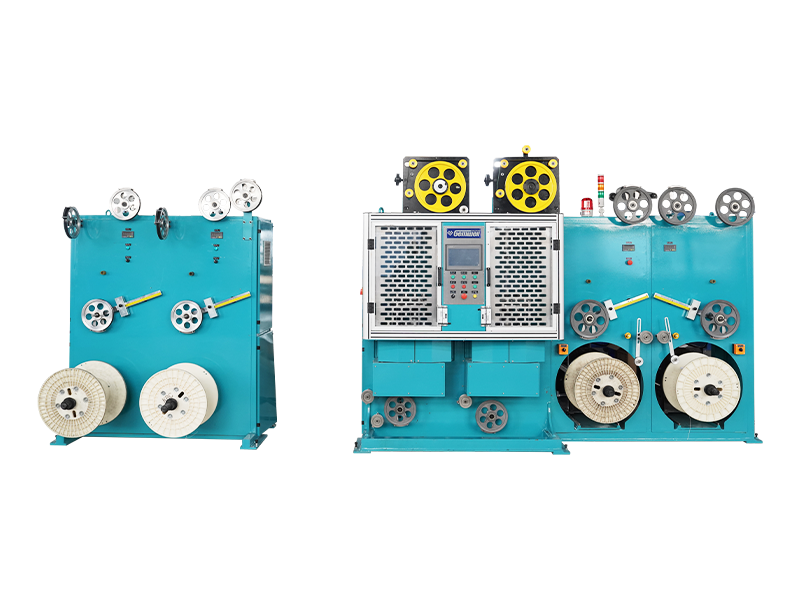
تحجيم الآلة وفقًا لحجم الإنتاج الفعلي لديك
يعد الإفراط في شراء السعة أحد الأخطاء الأكثر شيوعًا عند اختيار آلة بثق الأسلاك المدمجة. إن مطابقة إنتاجية الماكينة مع الإنتاج اليومي الواقعي يمنع إهدار رأس المال والاختناقات الضعيفة.
كمرجع للتخطيط: ورشة عمل صغيرة تنتج ما بين 1000 إلى 3000 متر يوميًا من الأسلاك الرفيعة (أقل من 2 مم) يتم خدمتها جيدًا بواسطة وحدة مدمجة أحادية اللولب مقاس 65 مم أو 75 مم. تحتاج المنشأة التي تستهدف 5000 إلى 10000 متر يوميًا في نطاق 2 مم إلى 6 مم عادةً إلى قطر لولبي يتراوح من 90 مم إلى 100 مم مع محرك دفع أقوى، عادةً في نطاق 30 كيلو وات إلى 45 كيلو وات، للحفاظ على هذا الإنتاج دون ارتفاع درجة حرارة المصهور.
سرعة الخط وحدها هي رقم مضلل بدون سياق. إن الآلة التي يتم الإعلان عنها بسرعة 300 متر في الدقيقة على سلك 0.5 مم لن تعمل في أي مكان بالقرب من تلك السرعة على موصل 4 مم، لأن الأقطار الأكبر تتطلب جدران عازلة أكثر سمكًا وبالتالي سحب أبطأ للحفاظ على التبريد المناسب. اطلب دائمًا أرقام السرعة المرتبطة بمقياس سلك محدد وسمك الجدار، وليس رقمًا شاملاً واحدًا.
أنماط الصيانة التي تطيل عمر الخدمة
تعمل الآلات المدمجة بشكل أكثر سخونة بالنسبة لحجم إطارها لأن المكونات تكون قريبة من بعضها البعض، مما يعني أن إدارة الحرارة والصيانة الروتينية تحمل وزنًا أكبر من الخطوط القياسية المتباعدة.
- قم بتنظيف مجموعة الشاشة ولوحة الكسارة في كل عملية تغيير للمواد لمنع تراكم الضغط الذي يؤدي إلى إجهاد محرك القيادة
- افحص قالب التقاطع ومحاذاة الطرف أسبوعيًا، نظرًا لأن الإطارات المدمجة أقل تحملًا لانحراف التمدد الحراري
- تحقق من معدل تدفق مياه التبريد شهريًا، حيث أن تراكم الحجم في حوض أقصر له تأثير أكبر نسبيًا على كفاءة التبريد
- استبدل أحزمة السحب أو مسارات كاتربيلر بناءً على التآكل، وليس جدول تقويم ثابت، لأن معدل التآكل يعتمد بشكل كبير على احتكاك سطح السلك
تشير المنشآت التي تتبع روتين تنظيف موثق للتغيير إلى عدد أقل من حالات التوقف غير المخطط لها من تلك التي تعتمد على الصيانة التفاعلية، استنادًا إلى الأنماط الشائعة التي تمت ملاحظتها عبر عمليات إنتاج الأسلاك الصغيرة والمتوسطة الحجم.

الأسئلة المتداولة
ما هو نطاق قطر السلك الذي يمكن لآلة بثق الأسلاك المدمجة التعامل معه؟
تغطي معظم الوحدات المدمجة قطر موصل يتراوح من 0.1 مم إلى 6 مم، وهو ما يناسب الغالبية العظمى من أسلاك البناء وأسلاك السيارات وتطبيقات كابلات التحكم ذات الجهد المنخفض. تتطلب نطاقات القطر الأكبر عمومًا خطًا قياسيًا وغير مضغوط.
ما هي مساحة الأرضية التي تحتاجها بالفعل آلة بثق الكابلات المدمجة؟
يحتاج الخط المدمج النموذجي، بما في ذلك حامل الدفع والطارد وقسم التبريد والرفع، إلى ما يقرب من 8 إلى 15 مترًا مربعًا من المساحة الأرضية، مقارنة بـ 25 إلى 40 مترًا مربعًا للتكوين القياسي الذي يغطي نفس نطاق المقياس.
هل يمكن لمشغل واحد تشغيل آلة بثق الأسلاك المدمجة بمفرده؟
نعم. تم تصميم خزانة التحكم المدمجة وطول الخط المختصر خصيصًا بحيث يتمكن المشغل المدرب الفردي من مراقبة العائد، ومعلمات البثق، والتناول دون الحاجة إلى شخص آخر متمركز في نقطة تحكم منفصلة.
ما هو نطاق قوة المحرك النموذجي لهذه الآلات؟
تستخدم الوحدات اللولبية الأصغر حجمًا مقاس 65 مم عادةً محركات الدفع الرئيسية بقدرة 15 كيلو وات إلى 22 كيلو وات، بينما تتطلب الوحدات اللولبية مقاس 90 مم إلى 100 مم المستخدمة للأسلاك السميكة عادةً ما بين 30 كيلو وات إلى 45 كيلو وات للحفاظ على خرج ثابت تحت الحمل.
هل تضحي الآلة المدمجة بسرعة الإخراج مقارنة بالخط القياسي؟
ليس بشكل ملحوظ بالنسبة للمقاييس الأرق. مع التبريد بالرش أو أحواض متعددة المناطق، يمكن أن تصل الخطوط المدمجة التي تعمل بسلك أقل من 4 مم إلى 80 إلى 400 متر في الدقيقة، مقارنة بالخطوط القياسية في نفس نطاق المقياس، على الرغم من أن الأقطار الأكبر فوق 10 مم لا تزال تفضل أقسام التبريد القياسية الأطول.
كم من الوقت يستغرق تغيير المادة أو اللون النموذجي؟
مع PLC من الطبقة المتوسطة والوصفات المخزنة، يستغرق التغيير بشكل عام من 8 إلى 12 دقيقة. يمكن للآلات ذات التحكم المتقدم في الحلقة المغلقة وتخزين الوصفات عبر الشبكة أن تستغرق أقل من 5 دقائق.