بريد إلكتروني: alice@gemwellgd.com
بريد إلكتروني: alice@gemwellgd.com عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين
عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين عربى
عربى  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
محتوى
- 1 ما هو البثق - العملية الأساسية وراء كل سلك وكابل
- 2 كيف أ آلة بثق الأسلاك والكابلات يعمل في الواقع
- 3 أنواع بثق الأسلاك والكابلات حسب التكوين
- 4 المواد الرئيسية التي تتم معالجتها على آلات بثق الأسلاك والكابلات
- 5 المعلمات الحاسمة التي تحدد جودة البثق
- 6 تخطيط خط بثق الأسلاك والكابلات والمعدات المساعدة
- 7 عيوب البثق في إنتاج الأسلاك والكابلات وكيفية حلها
- 8 اختيار آلة بثق الأسلاك والكابلات التي تناسب متطلبات الإنتاج الخاصة بك
- 9 البثق في تطبيقات الكابلات المتخصصة
- 10 ممارسات الصيانة التي تعمل على إطالة عمر خدمة آلة بثق الأسلاك والكابلات
- 11 اتجاهات الصناعة تشكل بثق الأسلاك والكابلات اليوم
ما هو البثق - العملية الأساسية وراء كل سلك وكابل
البثق عبارة عن عملية تصنيع مستمرة يتم فيها صهر المواد الخام - عادةً ما تكون عبارة عن مركب لدن بالحرارة أو من اللدائن المرنة - وإجبارها من خلال قالب مُشكل لإنتاج مقطع عرضي موحد. في صناعة الأسلاك والكابلات، يعني ذلك وضع طبقة عازلة أو طبقة تغليف مباشرة على موصل متحرك بسرعات يمكن أن تتجاوز 1200 متر في الدقيقة على خطوط عالية السرعة لكابلات البيانات ذات القياس الدقيق. والنتيجة هي طلاء ثابت يحمي الموصل، ويوفر العزل الكهربائي، ويلبي تفاوتات الأبعاد التي تصل إلى ± 0.01 مم على منتجات السيارات أو المنتجات الطبية المتميزة.
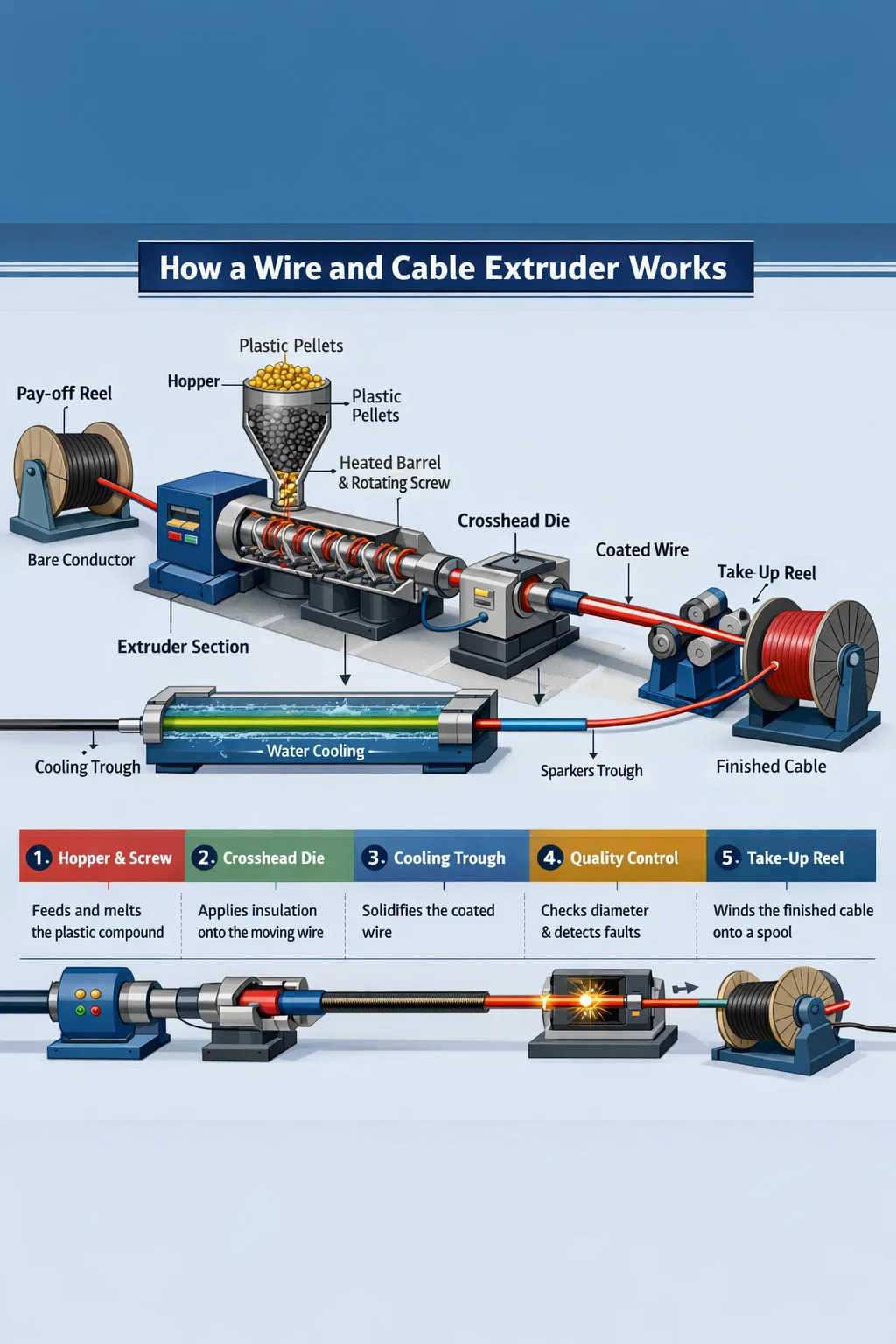
على عكس قولبة الحقن - التي تملأ قالبًا مغلقًا وتتطلب دورة زمنية - فإن البثق يكون بطبيعته مضمنًا ولا يتوقف أبدًا. يقوم جهاز بثق الأسلاك والكابلات بتغذية الكريات أو المسحوق في برميل ساخن، ويقوم المسمار الدوار بنقل المركب ويلدنه، وتخرج المادة المنصهرة من خلال قالب متقاطع يتم وضعه حول الموصل. يدخل السلك المطلي بعد ذلك إلى حوض التبريد، ويمر عبر أجهزة اختبار الشرارة ومقاييس القطر، ويتم لفه على بكرة سحب، كل ذلك في تمريرة واحدة متواصلة.
إن فهم ماهية البثق - وما يميز آلة بثق الأسلاك والكابلات ذات التصميم الجيد عن آلة البلاستيك العامة - يحدد ما إذا كان منتجك النهائي يفي بشهادة UL أو IEC أو RoHS في أول عملية إنتاج أو بعد إعادة العمل المكلفة.
كيف أ آلة بثق الأسلاك والكابلات يعمل في الواقع
يتكون جهاز بثق الأسلاك والكابلات من عدة أنظمة فرعية متكاملة. يلعب كل منها دورًا مميزًا في تحويل المركب الخام إلى موصل معزول كهربائيًا ومستقر الأبعاد.
مجموعة البرميل والمسمار
البرميل عبارة عن أسطوانة فولاذية صلبة، وعادةً ما تكون مبطنة بنظام المعدنين لمقاومة التآكل عند تشغيل مركبات مملوءة مثل LSZH (منخفض الدخان بدون هالوجين) المقاوم للهب. يقوم الداخل بتدوير المسمار، الذي تم تصميم هندسته - عمق الطيران، ونسبة الضغط، ونسبة L / D (الطول إلى القطر) - لعائلة المركب المحددة. عادةً ما يتم تشغيل العزل PVC على براغي ذات L / D من 20: 1 إلى 25: 1 ونسبة ضغط قريبة من 3: 1. يتطلب البولي إيثيلين المتقاطع (XLPE) لكابلات الطاقة ذات الجهد المتوسط برغيًا أطول وأكثر لطفًا، غالبًا 30:1 L/D، لتجنب التشابك المبكر في البرميل. يؤدي تشغيل المسمار الخاطئ في طارد الأسلاك والكابلات إلى التدهور، وعدم تساوي درجة حرارة الذوبان، وفي النهاية يتم الرفض.
يتم تقسيم درجات حرارة البرميل - عادةً من أربع إلى ست مناطق مستقلة - وترتفع من حلق التغذية إلى قسم القياس. بالنسبة للـ PVC القياسي، قد يعني هذا درجات حرارة المنطقة 150 درجة مئوية، و165 درجة مئوية، و175 درجة مئوية، و180 درجة مئوية تجاه القالب. يعمل XLPE بشكل أكثر سخونة عند درجة حرارة 200-220 درجة مئوية في المناطق اللاحقة. تحافظ وحدات التحكم PID الدقيقة على كل منطقة ضمن درجة حرارة ±1 درجة مئوية، لأن الانجراف بمقدار 5 درجات مئوية في درجة حرارة الذوبان يترجم مباشرة إلى تباين اللزوجة وتشتت سمك الجدار.
قالب التقاطع – قلب بثق الأسلاك
ما يفصل جهاز بثق الأسلاك والكابلات عن جهاز بثق التشكيل الجانبي القياسي هو الرأس المتقاطع. يدخل الموصل إلى التقاطع بزاوية 90 درجة (أو في الخط في بعض التكوينات) ويخرج بشكل محوري من خلال القالب. في الداخل، يتم إعادة توجيه تدفق الذوبان حول الموصل باستخدام طوربيد أو منحرف، ثم يتم تجميعه بواسطة القالب وهندسة الطرف لترسيب العزل بالتساوي في جميع مواضع الساعة.
توجد طريقتان للتطبيق في التصميم المتقاطع:
- أدوات الضغط — يلامس الذوبان الموصل الموجود داخل القالب، ويترابط تحت الضغط. يُستخدم في معظم تطبيقات العزل التي تتطلب الالتصاق، مثل كابل الطاقة XLPE.
- أدوات الأنابيب — يشكل المصهور أنبوبًا يتم سحبه إلى الأسفل على الموصل بعد خروج القالب، بالاعتماد على نسبة الفراغ أو نسبة السحب. شائع في السترات الفضفاضة على الكابلات متعددة النواة.
يتبع حجم القالب والطرف صيغ نسبة السحب (DDR) ورصيد السحب (DDB). يعد DDR بين 1.2 و 1.5 نقطة بداية نموذجية لخطوط PVC متوسطة السرعة. يمكن أن يؤدي تجاوز DDR 2.5 في LSZH إلى حدوث كسر في الذوبان - وهو سطح خشن من جلد القرش على العزل الذي يفشل في اختبار الشرارة.
أحواض التبريد ومعدات المصب
بعد القالب، يدخل الموصل المطلي إلى حوض تبريد الماء. يجب أن يتوافق طول الحوض مع سرعة الخط وسمك الجدار العازل. القاعدة العامة هي أن موصل PVC بجدار 1 مم الذي يعمل بسرعة 200 م/دقيقة يتطلب ما لا يقل عن 20-30 مترًا من التبريد النشط. يؤدي التبريد غير الكافي إلى انحراف الأبعاد حيث يتشوه العزل الساخن تحت توتر الكابستان. تعمل بعض خطوط الجهد المتوسط XLPE على تشغيل أنابيب معالجة جافة بدلاً من أحواض المياه للتحكم في التشابك الكيميائي، لكن يظل الماء هو المعيار لمعظم خطوط بثق الأسلاك والكابلات.
الأجهزة المضمنة غير قابلة للتفاوض على الخطوط الحديثة. يلتقط مقياس قطر الليزر مباشرة بعد خروج القالب تباين الجدار في الوقت الفعلي، مما يغذي التحكم في الحلقة المغلقة مرة أخرى إلى سرعة برغي الطارد أو سرعة الخط. تقوم أجهزة اختبار الشرارة عند الفولتية من 1 كيلو فولت إلى 15 كيلو فولت، اعتمادًا على فئة العزل، بالكشف عن الثقوب بشكل مستمر. تكتشف أجهزة مراقبة السعة الانحراف - حيث تظهر الموصلات البعيدة عن المركز كتغير في السعة عند تردد دوران السلك.
أنواع بثق الأسلاك والكابلات حسب التكوين
ليست كل أجهزة بثق الأسلاك والكابلات متماثلة. تكوين الخط المختار له تأثير مباشر على نطاق المنتج، ووقت التغيير، ومعدل الخردة، واستثمار رأس المال.
| نوع الطارد | قطر المسمار النموذجي | التطبيق الأساسي | أقصى سرعة للخط |
|---|---|---|---|
| برغي واحد (تجويف أملس) | 25-150 ملم | عزل وتغليف PVC | ما يصل إلى 800 م / دقيقة (مقياس دقيق) |
| برغي واحد (تغذية مخددة) | 45-120 ملم | مركبات HDPE، LSZH، PP | تصل إلى 600 م/دقيقة |
| المسمار المزدوج (التناوب المشترك) | 35-90 ملم | يضاعف قاعدة LSZH، XLPE | يضاعف، وليس طلاء مباشر |
| جنبا إلى جنب الطارد المزدوج | اثنين من البراغي، 45-90 ملم لكل منهما | سترة عازلة مزدوجة الطبقة | تصل إلى 500 م/دقيقة |
| طبقة ثلاثية (البثق المشترك) | ثلاث آلات بثق تغذي قالبًا واحدًا | MV/HV XLPE مع شاشات شبه موصلة | 15-30 م/دقيقة (كابل كبير) |
خطوط الطارد أحادية اللولب
يهيمن جهاز بثق الأسلاك والكابلات أحادي اللولب على أحجام الإنتاج في جميع أنحاء العالم. إن بساطته - برغي واحد وبرميل واحد ومحرك واحد - تعني انخفاض تكلفة الصيانة وتغيير المسمار بشكل أسرع لنقل المنتج. يمكن لآلة بثق أحادية اللولب مقاس 60 مم تعمل بسرعة 120 دورة في الدقيقة أن تقوم بالتوصيل 180-220 كجم/ساعة من مركب PVC، وهو ما يكفي لتغليف سلك بناء بمساحة 1.5 مم² بسرعة 400 م/دقيقة. لإنتاج كابلات البيانات عالية السرعة (Cat 6أ، Cat 8)، تطبق أجهزة البثق المقترنة مقاس 30-45 مم عزل الموصل الفردي بسرعات خطية تتجاوز 1000 م/دقيقة.
الخطوط الترادفية والبثق المشترك
بالنسبة للكابلات التي تتطلب طبقتين منفصلتين أو أكثر - مثل عزل XLPE مع سترة PVC مرتبطة، أو كبل سيارة بطبقة شريطية ملونة فوق قاعدة بيضاء - تعمل خطوط الترادف أو البثق المشترك على تغذية مركبات منفصلة في رأس متقاطع مزدوج القناة. وهذا يلغي تمرير اللف، مما يوفر ما بين 15 إلى 25% من تكلفة المعالجة على المنتجات متعددة الطبقات. يعد البثق الثلاثي المشترك أمرًا إلزاميًا لكابل XLPE ذو الجهد المتوسط حيث يجب أن ترتبط الشاشات شبه الموصلة الداخلية والخارجية بالعزل بينما لا تزال منصهرة، مع عدم وجود تلوث في الواجهات.
المواد الرئيسية التي تتم معالجتها على آلات بثق الأسلاك والكابلات
يعتمد اختيار المواد على مواصفات الطارد بأكملها - الهندسة اللولبية، وتعدين البراميل، وملف تعريف درجة الحرارة، وقدرة التبريد. فيما يلي العائلات المركبة الأولية وخصائص معالجتها.
PVC (البولي فينيل كلورايد)
يظل PVC هو المركب الأكثر معالجة على نطاق واسع في أجهزة بثق الأسلاك والكابلات على مستوى العالم، وهو ما يمثل تقريبًا 35-40% من إجمالي حجم عزل الكابل بالوزن. إنه يعالج بسهولة بين 160-190 درجة مئوية، ويقبل مجموعة واسعة من العبوات المضافة للملدنات ومثبطات اللهب، كما أنه فعال من حيث التكلفة. ويتمثل التحدي في الحساسية الحرارية - عندما تزيد درجة الحرارة عن 200 درجة مئوية أو مع القص المفرط، يتحلل PVC ويطلق حمض الهيدروكلوريك، الذي يؤدي إلى تآكل البرميل والرأس المتقاطع. تستخدم براغي PVC نسب ضغط منخفضة نسبيًا (2.5-3.0:1) ورحلات مصقولة ومطلية بالكروم لتقليل الالتصاق.
XLPE (البولي إيثيلين المتقاطع)
XLPE هو العزل القياسي لكابلات الطاقة ذات الجهد المتوسط (1-35 كيلو فولت) والجهد العالي. يجب أن يحدث تفاعل التشابك - سواء بدأ بالبيروكسيد أو بمعالجة رطوبة السيلاني - بعد القالب، وليس داخل برميل الطارد. وهذا يقيد تصميم المسمار لتجنب تسخين القص المفرط ويتطلب برغيًا أطول ومنخفض الضغط. تحافظ أنابيب النيتروجين المعالجة الجافة على درجات حرارة أعلى من 200 درجة مئوية لأنظمة البيروكسيد، ثم منطقة تبريد قبل الكابستان. تستخدم أنظمة Silane-XLPE جهاز بثق أحادي اللولب أبسط ولكنه يتطلب ساونا بعد البثق أو حمام ماء ساخن لإكمال تفاعل الارتباط التشعبي.
مركبات LSZH/LSOH
يتم تصنيع المركبات منخفضة الدخان الخالية من الهالوجين (LSZH) باستخدام حشوات معدنية - ثلاثي هيدرات الألومنيوم (ATH) أو هيدروكسيد المغنيسيوم - عند تحميلات تتراوح من 50 إلى 65% بالوزن. تجعل هذه الحشوات LSZH مادة كاشطة للغاية وتزيد بشكل كبير من لزوجة الذوبان مقارنة بالـ PVC. تتطلب أجهزة بثق الأسلاك والكابلات التي تعمل بنظام LSZH براميل ثنائية المعدن (سطح تآكل 60 HRC على الأقل)، ومسامير من السبائك الصلبة، ورؤوس متقاطعة ذات قطر أكبر لإدارة انخفاض الضغط العالي. تكون معدلات الإخراج أقل بنسبة 20-30% من عمليات تشغيل PVC المكافئة، وعادةً ما تكون سرعات الخط محددة عند 200-400 م/دقيقة اعتمادًا على المقياس. يعتبر LSZH إلزاميًا في الأنفاق والسفن البحرية والمنصات البحرية والمباني العامة بموجب معايير مكافحة الحرائق IEC 60332 وEN 50266.
البوليمرات الفلورية (PTFE، FEP، ETFE)
تُستخدم الكابلات المعزولة بالبوليمر الفلوري في التطبيقات الفضائية والعسكرية والصناعية ذات درجات الحرارة العالية حيث تكون الخدمة المستمرة عند درجة حرارة 150-260 درجة مئوية مطلوبة. PTFE هي من الناحية الفنية عملية بثق المعجون (بثق الكبش)، وليست عملية بثق لولبية تقليدية. إن FEP وETFE قابلان للمعالجة بالصهر على أجهزة بثق الأسلاك والكابلات المتخصصة مع مسارات ذوبان مبطنة بالكامل بـ PTFE أو بناء من سبائك النيكل - البوليمرات الفلورية تسبب تآكل الفولاذ القياسي عند درجات حرارة المعالجة التي تتراوح بين 340-380 درجة مئوية. معدلات الإنتاج منخفضة وتكاليف الأدوات مرتفعة، لكن الأداء المتميز يبرر الاستثمار في حزم أسلاك الطيران وأحزمة الأسلاك الإلكترونية.
TPE وTPU والمركبات الشبيهة بالمطاط
لقد نمت اللدائن المرنة بالحرارة (TPE) والبولي يوريثين بالحرارة (TPU) بسرعة في تطبيقات كابلات السيارات والروبوتات والأدوات الكهربائية المحمولة، لتحل محل المطاط المفلكن في كثير من الحالات. وهي قابلة للبثق على أجهزة بثق الأسلاك والكابلات القياسية مع تعديل بسيط للبرغي، وتتم معالجتها عند درجة حرارة 190-220 درجة مئوية، وتتخلص من خطوة الفلكنة تمامًا. يوفر TPU على وجه الخصوص مقاومة رائعة للتآكل - 10 إلى 50 مرة أكثر من PVC - مما يجعله الغلاف المفضل لكابلات سلسلة السحب وكابلات الروبوتات الصناعية التي مرنة ملايين الدورات.
المعلمات الحاسمة التي تحدد جودة البثق
الجودة في بثق الأسلاك والكابلات ليست متغيرًا واحدًا. إنه نتيجة للتحكم في العديد من المعلمات المترابطة في وقت واحد، غالبًا من خلال أتمتة الحلقة المغلقة على الخطوط الحديثة.
الانحراف وتوحيد سمك الجدار
يؤثر الانحراف المركزي - الموضع البعيد عن المركز للموصل داخل المادة العازلة - بشكل مباشر على قوة عازل الكابل وقدرته على اجتياز اختبارات تحمل الجهد العالي. تحدد المواصفة IEC 60227 وUL 44 الحد الأقصى لقيم الانحراف؛ بالنسبة لسلك بناء PVC مقاس 1.5 مم² مع جدار اسمي 0.7 مم، يجب ألا ينخفض الحد الأدنى للجدار عن ذلك 80% من الاسمية في أي وقت. وهذا يعني أن الحد الأقصى للانحراف هو ±0.14 مم على جدار 0.7 مم. يتطلب تحقيق ذلك بشكل ثابت عند 500 م/دقيقة رأسًا متقاطعًا يتم التحكم فيه بالتركيز مع مسامير مركزية للقالب، ودليل موصل منبع، وجهاز مراقبة السعة المضمنة بشكل مثالي يغذي مشغلات الرأس المتقاطع.
درجة حرارة الذوبان واستقرار ضغط الذوبان
يعد ضغط الذوبان عند رأس القالب مؤشرًا أساسيًا لاستقرار العملية. تظهر تقلبات الضغط - الناجمة عن اهتزاز المسمار، أو تغذية الحبيبات غير المتناسقة، أو رحلات المسمار البالية - مباشرة كتغير في القطر في الكابل النهائي. يحافظ جهاز بثق الأسلاك والكابلات المستقر على تباين ضغط الذوبان أقل من ±2 بار في حالة مستقرة. تستخدم بعض الخطوط مضخة تروس بين الطارد والرأس المتقاطع خصيصًا لفصل اختلاف مخرجات المسمار عن ضغط القالب، مما يتيح التحكم في القطر إلى ±0.003 مم - وهو مطلوب للكابلات المحورية الدقيقة وسترات الألياف الضوئية ذات الأنابيب السائبة.
سرعة الخط والتحكم في الكابستان
تحدد الكابستان (وحدة السحب) نسبة السحب وتتحكم بشكل مباشر في قطر العزل النهائي. تستجيب الكابستان التي تعمل بمحرك مؤازر مع ردود فعل شد لفة الراقصة لقراءات قياس القطر في حدود 50-100 مللي ثانية على أدوات التحكم الحديثة في خط CNC. يعد التنظيم المحكم للسرعة - أفضل من ± 0.1% من تباين السرعة - أمرًا ضروريًا لعزل الجدران الرقيقة حيث تؤدي رحلة السرعة بنسبة 0.5% إلى تغيير القطر القابل للقياس. تعد سرعة الخط أيضًا هي الرافعة الأساسية للإنتاجية: فمضاعفة سرعة الخط من 200 إلى 400 م/دقيقة تؤدي إلى مضاعفة الخرج على نفس الطارد، وبالتالي فإن استقرار الكابستان يؤثر بشكل مباشر على الربحية.
جودة السطح وأداء اختبار الشرارة
يمكن للعيوب السطحية - الحفر أو الفقاعات أو الخطوط أو الملمس الخشن - أن تخفي فشلًا كهربائيًا عند اختبار الشرارة. تنتج الفقاعات الموجودة في المادة العازلة عن الرطوبة الموجودة في المركب (التي يتم حلها عن طريق كريات التجفيف المسبق إلى أقل من 0.05% من الرطوبة)، أو الإضافات المتطايرة، أو الهواء المذاب في المصهور. تشير الخطوط في كثير من الأحيان إلى وجود مواد متدهورة أو تلوث في التقاطع. يجري خط بثق الأسلاك والكابلات النظيف اختبارات شرارة مستمرة بنسبة 100% من الإنتاج، مع معدلات نجاح أعلى من 99.8% تمثل معيار الصناعة لخطوط عزل الحجم.
تخطيط خط بثق الأسلاك والكابلات والمعدات المساعدة
يعد خط بثق الأسلاك والكابلات الكامل أكثر من الطارد نفسه. يحدد تخطيط المعدات المساعدة خردة بدء التشغيل، ووقت التغيير، واتساق أبعاد المنتج النهائي.
يتضمن خط العزل النموذجي من الدفع إلى الاستلام ما يلي:
- وحدة السداد - تحمل بكرة الموصل العارية، غالبًا مع ذراع راقصة يمكن التحكم في شدها وإمكانية تغيير البكرة (دفع نشط أو ثابت). يصل وزن البكرة إلى 3000 كجم لكابلات الطاقة كبيرة الحجم.
- مملس وسخان مسبق — يقوي الموصل الملفوف ويزيل الرطوبة أو الأكسدة من السطح، مما يحسن التصاق العزل. يعتبر التسخين المسبق للموصل إلى 60-120 درجة مئوية قياسيًا لكابل الطاقة XLPE.
- آلة بثق الأسلاك والكابلات ذات الرأس المتقاطع — الوحدة الأساسية، تطبيق العزل أو الغلاف.
- أحواض التبريد — التبريد المائي، عادة في قسمين أو ثلاثة أقسام متسلسلة مع انخفاض درجة الحرارة (ساخن، دافئ، بارد) لتجنب الصدمة الحرارية والإجهاد المتبقي في العزل.
- القياس المضمنة - مقياس OD بالليزر، وجهاز مراقبة السعة، واختبار الشرارة، واختياريًا ماسح ضوئي للأشعة السينية لسمك الجدار للكابلات الدقيقة.
- كابستان وراقصة — وحدة السحب تحافظ على توتر الخط وسرعته.
- وحدة وضع العلامات — وحدة نفث الحبر أو وحدة النقش لعلامات القياس، وتقييم الجهد، والشهادات القياسية، وترميز الألوان.
- التناول / التأرجح — أداة لف البكرة أو أداة لف الأسطوانة، مع خاصية القطع والنقل التلقائي على الخطوط المجهزة بالمراكم لتجنب توقف الخط.
يتراوح إجمالي طول الخط من 20 مترًا لخط عزل أسلاك البناء الصغير إلى أكثر من 150 مترًا لخط XLPE ذو الجهد المتوسط مع أنابيب المعالجة الطويلة. يعد تخطيط مساحة الأرضية والمحاذاة الصحيحة لجميع الوحدات على إطار قاعدة فولاذي صلب أمرًا أساسيًا - حيث يؤدي عدم المحاذاة بين الدفع والرأس المتقاطع بما لا يقل عن 2-3 مم عند السرعة العالية إلى اهتزاز الموصل وزيادة الانحراف.
عيوب البثق في إنتاج الأسلاك والكابلات وكيفية حلها
حتى خطوط بثق الأسلاك والكابلات التي يتم صيانتها جيدًا تواجه عيوبًا أثناء الإنتاج. يؤدي التعرف على السبب بسرعة إلى تجنب عمليات الخردة الممتدة.
| عيب | السبب الأكثر شيوعا | الإجراء التصحيحي |
|---|---|---|
| اختلاف القطر (ركوب الدراجات) | اندفاع المسمار، أو طرف المسمار البالي، أو ضغط الذوبان غير المستقر | تثبيت مضخة والعتاد. فحص واستبدال مكونات المسمار البالية |
| فقاعات/فراغات في العزل | الرطوبة المركبة فوق 0.05%؛ الملدنات المتطايرة | مركب ما قبل الجفاف 2-4 ساعات عند 70-80 درجة مئوية؛ مراجعة الحزمة المضافة |
| سطح خشن/جلد القرش | كسر الذوبان - معدل قص مفرط لجدار القالب | زيادة درجة حرارة القالب. تقليل سرعة الخط؛ استخدام المساعدات المعالجة |
| الانحراف العالي | اهتزاز الموصل طرف القالب المنحرف؛ دليل ارتداء الأنبوب | إعادة توسيط التقاطع؛ استبدال أنبوب التوجيه؛ تحقق من توتر الموصل |
| الخطوط / تغير اللون | تعطل المواد المتدهورة في المناطق الميتة المتقاطعة | تطهير التقاطع. تفكيك ونظيفة. تحقق من المناطق الميتة في الموت |
| فشل اختبار الشرارة (الثقب) | التلوث فقاعات. بقعة رقيقة من الانحراف | مركب الشاشة معالجة الانحراف. مراجعة نظافة المواد |
اختيار آلة بثق الأسلاك والكابلات التي تناسب متطلبات الإنتاج الخاصة بك
يبدأ اختيار آلة بثق الأسلاك والكابلات المناسبة بتعريف واضح لمجموعة المنتجات، والعائلات المركبة، والإنتاجية المطلوبة، وقيود المساحة الأرضية. تشمل المواصفات الأساسية التي يجب تحديدها قبل طلب عروض أسعار الماكينات ما يلي:
- نطاق حجم الموصل — من الحد الأدنى (على سبيل المثال، 0.1 مم² لكابل البيانات) إلى الحد الأقصى (على سبيل المثال، 300 مم² لكابل الطاقة). يحدد هذا حجم تجويف التقاطع وقطر المسمار.
- الأسرة المركبة وسمك الجدار - يتطلب كل من PVC/LSZH/XLPE هندسة لولبية محددة. الحد الأدنى لسماكة الجدار هو اختيار القالب والطرف.
- الناتج المستهدف بالكيلو جرام/ساعة - يتم حسابها من سرعة الخط × الوزن الخطي للكابل المعزول. يؤدي هذا إلى تغيير حجم قطر برغي الطارد ومحرك القيادة.
- التفاوتات الأبعاد المطلوبة — يمكن تحقيق التفاوتات القياسية لأسلاك البناء (IEC 60227) من خلال ردود فعل المقياس الأساسي، بينما تتطلب معايير السيارات (ISO 6722) أو معايير الفضاء الجوي مضخة تروس وقياس جدار الأشعة السينية.
- عدد الطبقات — يحدد العزل ذو الطبقة الواحدة مقابل الطبقة المزدوجة (السترة العازلة) مقابل البثق المشترك الثلاثي ما إذا كانت هناك حاجة إلى خط بثق مشترك فردي أو ترادفي أو كامل.
- مستوى الأتمتة - يؤدي تغيير البكرة بشكل آلي بالكامل، والربط، والتحكم في قطر الحلقة المغلقة إلى إضافة تكلفة رأسمالية ولكنه يقلل من خردة العمالة وبدء التشغيل على الخطوط عالية السرعة بنسبة 30-60%.
A 60 ملم سلك وكابل باثق مع برغي L/D بنسبة 25:1، ومضخة تروس، ومقياس ليزر مدمج، تعد مواصفات البدء الشائعة لخط عزل أسلاك البناء PVC/LSZH للأغراض العامة في نطاق 0.75-16 مم². توقع أن تتراوح أسعار الخطوط المثبتة من 300000 دولار إلى 800000 دولار أمريكي اعتمادًا على مستوى الأتمتة والسوق. بالنسبة لإنتاج كابلات الجهد المتوسط XLPE، تبدأ أسعار خطوط البثق المشترك الثلاثية من 2 مليون دولار ويمكن أن تتجاوز 8 ملايين دولار للأبراج العمودية ذات المعالجة الجافة الكاملة VCV.
البثق في تطبيقات الكابلات المتخصصة
كابلات أسلاك السيارات
تعد كابلات أسلاك السيارات من بين أكثر الكابلات تطلبًا من حيث اتساق الأبعاد والإنتاجية. يستهلك مصنع تسخير أسلاك تصنيع المعدات الأصلية للسيارات النموذجي ملايين الأمتار يوميًا من الأسلاك المعزولة بمقاييس تتراوح من 0.13 مم² إلى 6 مم². تعمل خطوط بثق الأسلاك والكابلات لهذا القطاع في 600-1200 م/دقيقة على مقياس دقيق، بسماكة جدار منخفضة تصل إلى 0.15 مم على موصل بقطر 0.13 مم². تشتمل الخيارات المركبة على PVC (قياسي)، وXLPE، وبشكل متزايد ETFE أو PP للمناطق ذات درجات الحرارة العالية بالقرب من المحرك حيث يلزم الحصول على تقييمات مستمرة تبلغ 125 درجة مئوية أو 150 درجة مئوية. يعد العزل المرمز بالألوان أمرًا بالغ الأهمية لتجميع الحزام، لذا فإن المطابقة الدقيقة للألوان مع اختبارات القياس اللوني المضمنة تعد أمرًا قياسيًا في خطوط السيارات.
الكابلات البحرية والجهد العالي
وعلى النقيض من ذلك من حيث الحجم، يستخدم كابل الطاقة البحري والكابل الأرضي عالي الجهد (EHV) أكبر تكوينات متاحة لطارد الأسلاك والكابلات. تتطلب المقاطع العرضية للموصل من 500 مم² إلى 2500 مم² خطوط بثق مشترك ثلاثية حيث يتم تطبيق الشاشة شبه الموصلة الداخلية وعزل XLPE والشاشة شبه الموصلة الخارجية في مسار واحد بسرعة 3-10 م/دقيقة. تتطلب سماكة الجدار العازل التي تتراوح بين 15-25 مم إنتاجًا حجميًا عاليًا للغاية من آلات البثق اللولبية الكبيرة (قطر 120-200 مم) وأنابيب معالجة النيتروجين الطويلة التي يتراوح طولها بين 50 و80 مترًا. تعد متطلبات نظافة العزل في فئة الكابلات 220-525 كيلو فولت غير عادية - حيث يُحظر وجود جزيئات معدنية أكبر من 125 ميكرون في XLPE، مما يتطلب معالجة مركبة فائقة النظافة ومناطق تجميع غرف نظيفة حول التقاطع.
كابلات البيانات والاتصالات
تفرض الكابلات الهيكلية لـ Cat 6 وCat 6A وCat 8 Ethernet، بالإضافة إلى الكابلات المحورية لتوزيع النطاق العريض، متطلبات موحدة للسعة والمعاوقة بدلاً من متطلبات تحمل الجهد. بالنسبة إلى Cat 6A ذو النواة الصلبة، يكون العزل عادةً عبارة عن FEP رغوي أو HDPE صلب عند جدار 0.25-0.35 مم على موصل 0.57 مم، ويتم إنتاجه عند 800-1000 م/دقيقة. تعمل عملية الرغوة - إما الرغوة الفيزيائية بحقن النيتروجين أو الرغوة الكيميائية باستخدام أزوديكربوناميد - على تقليل ثابت العزل الكهربائي من 2.3 (HDPE الصلب) إلى 1.5-1.8 (الرغوة)، وهو ما يمكّن Cat 6A من الوصول إلى عرض نطاق ترددي قدره 500 ميجاهرتز. يجب أن يكون التحكم في القطر على سلك العزل الرغوي وطارد الكابلات أكثر إحكامًا من ±0.005 مم للحفاظ على المعاوقة ضمن تفاوت ±3 Ω لمعايير TIA-568.
ممارسات الصيانة التي تعمل على إطالة عمر خدمة آلة بثق الأسلاك والكابلات
تعتبر آلة بثق الأسلاك والكابلات من الأصول كثيفة رأس المال. تُترجم الصيانة المناسبة بشكل مباشر إلى وقت التشغيل والجودة المتسقة وعمر خدمة المسمار/البرميل الذي يتم قياسه بالسنوات بدلاً من الأشهر.
- مراقبة تآكل البراغي والبراميل — قم بقياس قطر تجويف البرميل وقطر طيران المسمار كل 6-12 شهرًا باستخدام أدوات معايرتها. عندما يتجاوز القطر بين المسمار والبرميل 0.4-0.6 مم (اعتمادًا على حجم المسمار)، ينخفض اتساق الخرج ويزداد تدفق التسرب. عادةً ما يكون استبدال المسمار قبل أن يصل البرميل إلى نفس مرحلة التآكل أكثر فعالية من حيث التكلفة من استبدال كليهما في وقت واحد.
- تردد تنظيف Crosshead — تتطلب مركبات LSZH والمركبات المصبوغة تفكيك الرؤوس المتقاطعة وتنظيفها كل 8 إلى 24 ساعة إنتاج لإزالة عوائق المواد المتدهورة. قد يعمل مركب PVC الطبيعي على خط نظيف لمدة 200-500 ساعة بين عمليات التنظيف. تؤدي دورة التطهير المجدولة باستخدام مركب تطهير مستقر للحرارة قبل إيقاف التشغيل إلى إزالة البقايا دون تفكيكها وإطالة الفاصل الزمني.
- سخان برميل والتفتيش الحراري — تتسبب أشرطة السخان والمزدوجات الحرارية المعيبة في حدوث حالات شاذة في منطقة درجة الحرارة والتي غالبًا ما يتم تشخيصها بشكل خاطئ على أنها مشاكل مركبة أو لولبية. استبدال المزدوجات الحرارية كإجراء وقائي كل 12-18 شهرًا؛ افحص مشابك السخان للتأكد من عدم ارتخائها والبقع الساخنة كل ثلاثة أشهر.
- خدمة القيادة وعلبة التروس - تعمل علب التروس الطاردة تحت أحمال عزم دوران عالية. اتبع فترات تغيير زيت التروس المحددة من قبل الشركة المصنعة الأصلية، عادةً كل 4000 إلى 8000 ساعة. يحدد تحليل الاهتزاز في علبة التروس مرتين سنويًا تآكل المحمل قبل حدوث فشل كارثي ووقت التوقف غير المجدول.
- معايرة جهاز القياس والشرارة — تتطلب مقاييس قطر الليزر معايرة وفقًا للأهداف المرجعية التي يمكن تتبعها بواسطة NIST شهريًا. يجب التحقق من أجهزة اختبار الشرارة مقابل عطلة معروفة (ثقب في العزل) في بداية كل وردية عمل؛ إن اختبار الشرارة غير المعاير الذي يفتقد الفشل هو أسوأ من عدم وجود أي اختبار على الإطلاق.
اتجاهات الصناعة تشكل بثق الأسلاك والكابلات اليوم
تتطور تكنولوجيا بثق الأسلاك والكابلات جنبًا إلى جنب مع تحول صناعة الكابلات الأوسع نحو البنية التحتية لشحن المركبات الكهربائية، والربط البيني للطاقة المتجددة، وشبكات البيانات عالية السرعة.
طلب كابل شحن EV
تتطلب كابلات الشحن السريع DC للسيارات الكهربائية سترات مرنة من مادة TPU أو السيليكون قادرة على التعامل مع تيار مستمر يصل إلى 500 أمبير عند 1000 فولت تيار مستمر، مع نصف قطر انحناء أقل من 30 مم عند -40 درجة مئوية. تستخدم هذه الكابلات تصميمات موصلات مبردة بالسائل مع عزل مقذوف فوق أنبوب نحاسي يحمل سائل التبريد. يجب أن تتعامل خطوط بثق الأسلاك والكابلات لهذا المنتج مع العديد من تطبيقات الطبقات المتزامنة - العزل فوق الموصل النحاسي، والغلاف فوق التجميع - مع الحفاظ على خصائص المرونة التي تسمح للكابل بالتعليق والارتداد آلاف المرات أثناء الخدمة. من المتوقع أن ينمو الطلب العالمي على كابلات شحن السيارات الكهربائية بأكثر من معدل نمو سنوي مركب 20% حتى عام 2030 ، مما يؤدي إلى استثمار كبير في قدرة بثق الأسلاك والكابلات الجديدة.
الصناعة 4.0 وخطوط البثق الرقمية
تعمل أنظمة التحكم الحديثة في طارد الأسلاك والكابلات على توصيل جميع مكونات الخط - محرك الطارد، ودرجات حرارة البرميل، ومضخة التروس، ومقياس القطر، والكابستان، والرفع - من خلال جهاز تحكم منطقي قابل للبرمجة (PLC) واحد أو HMI قائم على الكمبيوتر الشخصي مع إدارة الوصفة وتسجيل بيانات SPC. تقوم خطوط البثق الرقمية بتخزين وصفات العمليات لمئات من أنواع الكابلات، مما يلغي الإعداد اليدوي ويتيح تغيير المنتج بدون أدوات في أقل من 15 دقيقة على أنظمة مصممة جيدًا. يسمح اتصال OPC-UA للخط بتغذية بيانات الإنتاج في الوقت الفعلي إلى أنظمة MES وERP، مما يتيح إمكانية التتبع من المجموعة المركبة إلى البكرة النهائية - وهي قدرة إلزامية للحصول على شهادة IATF 16949 للسيارات ومطلوبة بشكل متزايد لمشاريع كابلات المرافق.
بثق المركب المستدام والقابل لإعادة التدوير
يعمل الضغط التنظيمي بموجب خطة عمل الاقتصاد الدائري للاتحاد الأوروبي ولوائح REACH على تسريع التحول من العزل الحراري غير القابل لإعادة التدوير (XLPE) والعوازل المهلجنة (PVC) نحو بدائل XLPE البلاستيكية الحرارية (TR-XLPE، HFFR-TP) التي يمكن إعادة تدويرها في نهاية العمر. هذه المركبات الجديدة قابلة للمعالجة على منصات بثق الأسلاك والكابلات الموجودة مع تعديل لولبي ولكنها تتطلب نوافذ معالجة أضيق وتحكمًا أكثر دقة في درجة الحرارة مقارنة بالـ PVC القديم. يتعاون موردو المركبات ومصنعو المعدات الأصلية في مجال الطارد في تطوير أشكال هندسية جديدة للأدوات وطلاءات البراميل للتعامل مع هذه المواد بكفاءة، مع وجود العديد من الخطوط التجارية التي تقوم بالفعل بتشغيل مركبات TR-XLPE للكابلات ذات الجهد المتوسط على نطاق الإنتاج في أوروبا وآسيا.