بريد إلكتروني: alice@gemwellgd.com
بريد إلكتروني: alice@gemwellgd.com عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين
عنوان: رقم 8، طريق يويفنغ، منطقة التكنولوجيا العالية، دونغتاي، جيانغسو، الصين. | رقم 109، طريق تشيلين الشرقي، دانينغ، هومن، دونغقوان، قوانغدونغ، الصين عربى
عربى  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
محتوى
- 1 ماذا تعني الأسلاك والكابلات في الواقع؟
- 2 المكونات الأساسية: ما الذي يتكون منه السلك أو الكابل
- 3 الأنواع الرئيسية للأسلاك والكابلات وتطبيقاتها
- 4 دور أ آلة بثق الأسلاك والكابلات في التصنيع
- 5 المعلمات التقنية الرئيسية لآلة بثق الأسلاك والكابلات
- 6 تقنيات الربط المتقاطع في بثق الكابلات
- 7 العزل and Jacketing Materials: How They Affect Extruder Selection
- 8 مراقبة الجودة في بثق الأسلاك والكابلات
- 9 معايير وشهادات الأسلاك والكابلات
- 10 محركات النمو: حيث يتوسع الطلب على الأسلاك والكابلات
- 11 اختيار آلة بثق الأسلاك والكابلات المناسبة: اعتبارات عملية
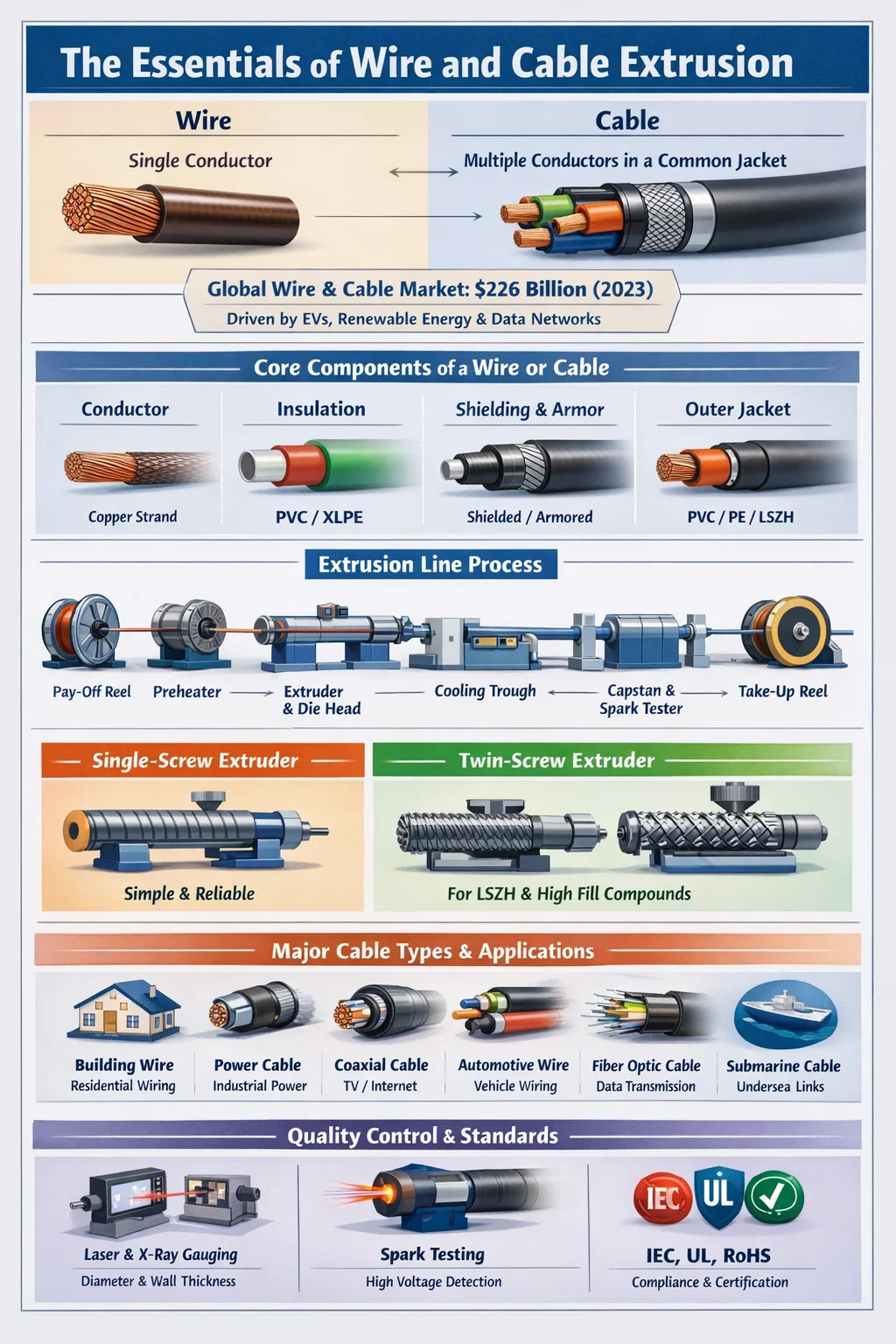
ماذا تعني الأسلاك والكابلات في الواقع؟
تعتبر الأسلاك والكابلات العمود الفقري للبنية التحتية الكهربائية الحديثة، ومع ذلك يستخدم العديد من الأشخاص هذين المصطلحين بالتبادل عندما يكونان مختلفين من الناحية الفنية. السلك عبارة عن موصل واحد — عادةً ما يكون سلكًا من المعدن، وغالبًا ما يكون من النحاس أو الألومنيوم — في حين أن الكابل عبارة عن مجموعة من اثنين أو أكثر من الموصلات المجمعة معًا داخل غلاف أو سترة مشتركة. وهذا التمييز له أهمية كبيرة في التصنيع والتركيب والامتثال التنظيمي.
من الناحية العملية، يمكن استخدام سلك نحاسي مكشوف للتأريض، في حين أن الكابل المعزول بمادة PVC متعدد النواة يحمل الطاقة في مبنى سكني. تم تقدير قيمة سوق الأسلاك والكابلات العالمية بحوالي 226 مليار دولار في 2023 ومن المتوقع أن ينمو بشكل مطرد، مدفوعًا بالتوسع الحضري، وتوسيع البنية التحتية للمركبات الكهربائية، ومشاريع الطاقة المتجددة. يعد فهم الفرق بين الأسلاك والكابلات أمرًا أساسيًا لاختيار المواد المناسبة وعملية التصنيع والمعدات - بما في ذلك طارد الأسلاك والكابلات المناسب.
المكونات الأساسية: ما الذي يتكون منه السلك أو الكابل
سواء كنت تنظر إلى سلك ربط بسيط أو كابل طاقة عالي الجهد، فإن الهيكل الأساسي يتبع نمطًا ثابتًا. تؤدي كل طبقة دورًا وقائيًا أو وظيفيًا محددًا.
موصل
الموصل هو النواة النشطة كهربائيا. يظل النحاس هو المادة السائدة نظرًا لقدرته على التوصيل (حوالي 58 مللي ثانية/م)، ولكن يستخدم الألومنيوم على نطاق واسع في خطوط النقل الهوائية بسبب انخفاض تكلفته وخفة وزنه. يمكن أن تكون الموصلات صلبة أو مجدولة. توفر الموصلات المجدولة مرونة أفضل وهي مفضلة في التطبيقات التي يتم فيها ثني الكابلات أو نقلها بشكل متكرر.
العزل
يحيط العزل بكل موصل لمنع التسرب الكهربائي والدوائر القصيرة. تشمل مواد العزل الشائعة PVC (كلوريد البولي فينيل)، XLPE (البولي إيثيلين المتقاطع)، LSZH (منخفض الهالوجين منخفض الدخان)، ومركبات المطاط. يعتمد الاختيار على جهد التشغيل ونطاق درجة الحرارة والظروف البيئية. يمكن لعزل XLPE التعامل مع درجات حرارة تصل إلى 90 درجة مئوية بشكل مستمر وما يصل إلى 250 درجة مئوية في ظل ظروف الدائرة القصيرة مما يجعلها قياسية في كابلات الجهد المتوسط والعالي.
التدريع والدروع
تشتمل بعض الكابلات على درع معدني (شريط نحاسي أو رقائق ألومنيوم أو أسلاك مضفرة) لمنع التداخل الكهرومغناطيسي. تضيف الكابلات المدرعة طبقة من الأسلاك الفولاذية أو الشريط الفولاذي للحماية الميكانيكية في التطبيقات تحت الأرض أو الصناعية.
سترة خارجية
الغلاف الخارجي هو الطبقة الواقية النهائية التي تجمع كل شيء معًا وتوفر مقاومة ضد الرطوبة والمواد الكيميائية والأشعة فوق البنفسجية والتآكل الميكانيكي. تعد مادة PVC هي مادة السترة الأكثر شيوعًا على مستوى العالم، على الرغم من أن PE (البولي إيثيلين) وTPU (البولي يوريثين الحراري) يتزايد استخدامهما في التطبيقات المتخصصة.
الأنواع الرئيسية للأسلاك والكابلات وتطبيقاتها
تغطي صناعة الأسلاك والكابلات مجموعة هائلة من أنواع المنتجات. تم تصميم كل فئة لمجموعة محددة من المتطلبات الكهربائية والميكانيكية والبيئية.
| نوع الكابل | تطبيق نموذجي | العزل Material | نطاق الجهد |
|---|---|---|---|
| أسلاك البناء (NM-B، THHN) | الأسلاك السكنية | بولي كلوريد الفينيل / النايلون | ما يصل إلى 600 فولت |
| كابل الطاقة | توزيع الطاقة الصناعية | XLPE/EPR | 1 كيلو فولت – 500 كيلو فولت |
| كابل محوري | التلفزيون والإنترنت وإشارة الترددات اللاسلكية | رغوة PE / PE الصلبة | الجهد المنخفض |
| سلك السيارات | تسخير أسلاك السيارة | بولي كلوريد الفينيل / XLPE / تي بي يو | 12 فولت – 800 فولت (إيف) |
| كابل الألياف الضوئية | نقل البيانات | إل إس إتش / بي | غير متوفر (بصري) |
| الكابل البحري | وصلات الطاقة/البيانات تحت البحر | XLPE | ما يصل إلى 525 كيلو فولت (HVDC) |
تتطلب كل فئة من هذه الفئات عملية بثق محددة، ويجب أن يتوافق جهاز بثق الأسلاك والكابلات المستخدم مع لزوجة المادة، وسمك الجدار المطلوب، وسرعة الإنتاج.
دور أ آلة بثق الأسلاك والكابلات في التصنيع
إن آلة بثق الأسلاك والكابلات هي القطعة المركزية من المعدات في خط الإنتاج. وتتمثل وظيفتها الأساسية في تطبيق العزل أو التغليف أو طبقات البوليمر الأخرى على الموصل عن طريق صهر مادة اللدائن الحرارية أو المواد المتصلدة بالحرارة ودفعها عبر قالب حول السلك بسرعة عالية. بدون جهاز بثق تم تكوينه بشكل صحيح، من المستحيل تحقيق سمك جدار ثابت، والتصاق جيد، والخصائص الميكانيكية التي تتطلبها معايير مثل IEC 60228، أو UL 44، أو RoHS.
يشتمل خط بثق الأسلاك والكابلات النموذجي على المكونات التالية التي تعمل بالتسلسل: بكرة الدفع التي تغذي الموصل العاري، والتسخين المسبق، والطارد نفسه برأس القالب، وحوض التبريد، والكابستان أو وحدة السحب، واختبار الشرارة للكشف عن العيوب، وبكرة السحب. يجب أن تكون كل محطة متزامنة بدقة. حتى التباين بنسبة 5% في سرعة الخط يمكن أن يتسبب في انحرافات في سمك الجدار مما يفشل في متطلبات تحمل الأبعاد.
برغي واحد مقابل بثق برغي مزدوج
التكوين الأكثر شيوعًا في تصنيع الأسلاك والكابلات هو الطارد برغي واحد ، وهو المفضل لبساطته، وموثوقيته، وانخفاض تكلفة الصيانة. تتعامل الماكينات أحادية اللولب مع مواد PVC، وPE، وXLPE، ومعظم السترات القياسية بفعالية. تتراوح نسب المسمار L/D (الطول إلى القطر) عادةً من 20:1 إلى 30:1 لتطبيقات الأسلاك والكابلات.
تُستخدم أجهزة البثق ذات اللولب المزدوج، ذات الدوران المشترك والدوران المعاكس، عندما يتطلب المركب خلطًا مكثفًا - على سبيل المثال، عند إنتاج مركبات LSZH (منخفضة الدخان وخالية من الهالوجين) التي تحتوي على كميات عالية من الحشوات المعدنية مثل ATH (ثلاثي هيدرات الألومنيوم). يمكن أن تتجاوز نسبة الحشو هذه 60% من حيث الوزن في المركب، مما يجعل التشتت الشامل أمرًا بالغ الأهمية لتلبية معايير أداء الحرائق مثل EN 60332.
جنبا إلى جنب وقذف طبقة مزدوجة
بالنسبة للكابلات التي تتطلب طبقتين بوليمر متميزتين - مثل طبقة شبه موصلة بالإضافة إلى طبقة عازلة في كابلات الجهد المتوسط - يتم استخدام البثق الترادفي (بثقان في سلسلة) أو البثق المشترك ثلاثي الطبقات (ثلاثة بثق تغذي رأس القالب المشترك في وقت واحد). يضمن البثق الثلاثي المشترك ربط الطبقات الثلاث بينما لا تزال ساخنة، وهو أمر ضروري لكابلات XLPE حيث يجب أن تكون الواجهات نظيفة وخالية من الفراغات لمنع التفريغ الجزئي عند الفولتية العالية.
المعلمات التقنية الرئيسية لآلة بثق الأسلاك والكابلات
عند تحديد أو تقييم جهاز بثق الأسلاك والكابلات، تحدد العديد من المعلمات التقنية ما إذا كانت الآلة مناسبة لمنتج معين ومتطلبات الإنتاجية.
- قطر المسمار: يتراوح من 30 مم لعزل الأسلاك الدقيقة إلى 150 مم أو أكبر لتغليف الكابلات الثقيلة. توفر أقطار اللولب الأكبر إنتاجية أعلى ولكنها تتطلب المزيد من طاقة المحرك.
- نسبة L/D: توفر نسبة L/D الأعلى تلدينًا وخلطًا أفضل. بالنسبة للـ PVC، يعتبر 24:1 إلى 28:1 أمرًا نموذجيًا؛ بالنسبة لـ PE وXLPE، فإن نسبة 25:1 إلى 30:1 شائعة.
- برغي دورة في الدقيقة ومعدل الإخراج: يمكن لأجهزة البثق الحديثة عالية السرعة لأسلاك الاتصالات أن تعمل بسرعات لولبية تتجاوز 200 دورة في الدقيقة، وتحقق سرعات خط تبلغ 1000 م/دقيقة أو أكثر لعزل الجدران الرقيقة على الموصلات الصغيرة.
- مناطق درجة الحرارة: ينقسم البرميل إلى مناطق تسخين متعددة يتم التحكم فيها بشكل مستقل (عادةً من 4 إلى 8). يمنع التحكم الدقيق في المنطقة التدهور الحراري للمواد الحساسة للحرارة مثل PVC، والتي تبدأ في التحلل فوق 200 درجة مئوية.
- تصميم رأس القالب: تخدم رؤوس قوالب الضغط ورؤوس قوالب الأنبوب أغراضًا مختلفة. تعمل قوالب الضغط على إنشاء اتصال حميم بين العزل والموصل؛ تترك قوالب الأنبوب فجوة هوائية صغيرة وتستخدم حيث لا يجب أن يرتبط العزل بالموصل.
- نظام القيادة: أصبحت الآن محركات التيار المتردد ذات ردود الفعل ذات الحلقة المغلقة قياسية، مما يتيح التحكم الدقيق في السرعة وتحسينات كفاءة الطاقة بنسبة 15-25% مقارنة بأنظمة محركات التيار المستمر الأقدم.
يؤثر اختيار المواد أيضًا على تصميم الطارد. يعتبر PVC حساسًا للقص ويتطلب هندسة لولبية دقيقة لتجنب ارتفاع درجة الحرارة الموضعية. يجب معالجة XLPE المخصص للربط المتقاطع عبر أنابيب CV (الفلكنة المستمرة) في درجات حرارة ذوبان يمكن التحكم فيها لمنع الارتباط المتقاطع السابق لأوانه داخل الطارد - وهي ظاهرة تسمى "الحرق".
تقنيات الربط المتقاطع في بثق الكابلات
بالنسبة لكابلات الطاقة ذات الجهد المتوسط والعالي، فإن الربط المتقاطع لعزل البولي إيثيلين يحوله من لدن بالحرارة إلى لدن بالحرارة، مما يحسن بشكل كبير مقاومته للحرارة وأدائه الكهربائي على المدى الطويل. يجب أن يكون جهاز بثق الأسلاك والكابلات متوافقًا مع طريقة الربط المتقاطع المختارة.
الربط المتقاطع للبيروكسيد (خطوط السيرة الذاتية)
الطريقة الأكثر استخدامًا لكابلات الجهد العالي. بعد أن يقوم الطارد بتطبيق مركب XLPE، يمر الكابل عبر أنبوب الفلكنة المستمر (CV) المملوء بالنيتروجين عند ضغط مرتفع (عادةً 6-12 بار) ودرجات حرارة تصل إلى 300 درجة مئوية. يتحلل البيروكسيد ويشكل روابط تساهمية بين سلاسل البولي إيثيلين. يمكن أن يصل طول خطوط السيرة الذاتية لكابلات EHV (الجهد العالي جدًا) إلى 200 متر أو أكثر لتوفير وقت إقامة كافٍ للربط الكامل قبل التبريد.
الربط المتقاطع للسيلان (المونوسيل والسيوبلاس)
طريقة أكثر اقتصادا تستخدم للكابلات ذات الجهد المنخفض والمتوسط. في عملية Monosil، يتم تطعيم السيلان داخل جهاز بثق مصمم خصيصًا، ويتم إكمال الربط المتقاطع عن طريق غمر الكابل النهائي في الماء الساخن أو البخار. وهذا يتجنب الحاجة إلى أنبوب السيرة الذاتية وهو مناسب تمامًا لأحجام الإنتاج الأصغر.
شعاع الإلكترون (EB) عبر الربط
يستخدم لعزل الأسلاك ذات الجدران الرقيقة في تطبيقات السيارات والفضاء والعسكرية. بعد البثق، يمر الكابل من خلال مسرع الإلكترون الذي يقصف العزل بإلكترونات عالية الطاقة، مما يتسبب في الارتباط المتقاطع دون استخدام المواد الكيميائية. ينتج الربط المتقاطع EB أسلاكًا مصنفة لدرجات حرارة تصل إلى 150 درجة مئوية أو أعلى، وهو أمر مهم لتطبيقات السيارات بالقرب من مصادر الحرارة.
العزل and Jacketing Materials: How They Affect Extruder Selection
يحدد اختيار المواد بشكل مباشر نوع وتكوين جهاز بثق الأسلاك والكابلات المطلوب. كل بوليمر له سلوك ذوبان مختلف، ونوافذ درجة حرارة المعالجة، وحساسية للقص والتدهور.
PVC (البولي فينيل كلورايد)
يمثل PVC أكثر من 40٪ من مواد العزل والتغليف المستهلكة عالميًا في صناعة الأسلاك والكابلات. إنه فعال من حيث التكلفة، ومثبط للهب في شكل مركب، وسهل المعالجة. تتراوح درجات حرارة المعالجة عادة من 160 درجة مئوية إلى 190 درجة مئوية. تتوفر مركبات PVC في نطاق واسع من قيم صلابة Shore A (من 60 للدرجات المرنة إلى 95 للأنواع الصلبة). عادةً ما تكون البراغي المستخدمة في PVC عبارة عن تصميمات منخفضة الضغط لتجنب حرارة القص المفرطة.
البولي ايثيلين والكثافة
يوفر البولي إيثيلين خصائص عازلة ممتازة ومقاومة للرطوبة، مما يجعله الاختيار القياسي لكابلات الاتصالات وكابلات التوزيع تحت الأرض. تعتبر سترات HDPE شائعة في الكابلات ذات الجهد المتوسط وكابلات الألياف الضوئية لمزيجها من الصلابة والمقاومة الكيميائية. تتراوح درجات حرارة معالجة PE من 180 درجة مئوية إلى 230 درجة مئوية اعتمادًا على مؤشر الذوبان.
مركبات LSZH
تعتبر المواد الخالية من الهالوجين منخفضة الدخان إلزامية في تطبيقات مثل الأنفاق والمباني العامة والسفن البحرية حيث يمكن أن يشكل الدخان السام الناتج عن حرق مادة PVC تهديدًا للحياة. تعتمد مركبات LSZH عادةً على EVA (أسيتات فينيل الإيثيلين) أو خلائط البولي أوليفين المحملة بشكل كبير بـ ATH أو MDH (ثنائي هيدروكسيد المغنيسيوم) كمثبطات للهب. تجعل هذه الحشوات مركبات LSZH أكثر صعوبة في المعالجة ، التي تتطلب آلات بثق ثنائية اللولب أو آلات أحادية اللولب مصممة خصيصًا مع مسامير حاجزة وعلب تروس عالية عزم الدوران.
مادة TPU واللدائن المتخصصة
يوفر البولي يوريثين الملدن بالحرارة مقاومة استثنائية للتآكل ومرونة، مما يجعله مادة سترة مفضلة لسلاسل السحب والكابلات الآلية والتطبيقات البحرية. يتطلب TPU تحكمًا دقيقًا في درجة الحرارة لأن نافذة المعالجة الخاصة به ضيقة - عادةً من 180 درجة مئوية إلى 210 درجة مئوية - ويؤدي ارتفاع درجة الحرارة إلى تحلل مائي إذا لم يتم تجفيف المادة بشكل صحيح مسبقًا. يجب أن يكون محتوى الرطوبة أقل من 0.02% قبل المعالجة.
مراقبة الجودة في بثق الأسلاك والكابلات
إن مراقبة الجودة في إنتاج الأسلاك والكابلات ليست أمرًا اختياريًا، بل إنها إلزامية وفقًا للمعايير الدولية وترتبط بشكل مباشر بالسلامة. يمكن أن يفشل الكابل ذو العزل المنخفض بشكل كارثي في الخدمة، مما يتسبب في حرائق كهربائية أو وفيات.
أنظمة القياس المضمنة
تم تجهيز خطوط البثق الحديثة بمقاييس قطر مضمنة باستخدام تقنية الليزر أو الأشعة السينية. تقوم أجهزة قياس الليزر بقياس القطر الخارجي في محورين أو ثلاثة محاور في وقت واحد وتغذي البيانات مرة أخرى إلى سرعة الخط وأدوات التحكم في إخراج الطارد. متطلبات التسامح للعديد من أنواع الكابلات هي ±0.05 مم أو أكثر إحكامًا ، الأمر الذي يتطلب التحكم في الحلقة المغلقة في الوقت الفعلي بدلاً من القياس اليدوي الدوري.
تذهب مقاييس سمك جدار الأشعة السينية إلى أبعد من ذلك عن طريق قياس سمك جدار العزل في أربع مستويات أو أكثر في وقت واحد، والكشف عن الانحراف - وهي حالة يكون فيها الموصل خارج المركز داخل العزل. يمكن أن يؤدي الانحراف المركزي الذي يتجاوز الحدود المحددة إلى انهيار العزل الكهربائي عند الجهد العالي.
اختبار الشرارة
يمر كل موصل معزول عبر جهاز اختبار الشرر (يسمى أيضًا كاشف العطلات) على خط الإنتاج. يحيط قطب كهربائي عالي الجهد بالكابل ويطبق جهد اختبار التيار المستمر أو التيار المتردد. تتسبب الثقوب أو الفراغات أو التلوث الذي يكسر العزل في حدوث تفريغ شراري، مما يؤدي إلى حدوث عداد وفي بعض الأحيان إيقاف الخط. تتراوح جهود اختبار الشرارة عادةً من 1 كيلو فولت للأسلاك ذات الجهد المنخفض إلى 25 كيلو فولت أو أعلى لعزل الكابلات ذات الجهد المتوسط وفقًا لمعايير مثل IEC 60885-2.
موصل Resistance and Insulation Resistance Testing
تتضمن الاختبارات خارج الخط قياسات مقاومة التيار المستمر للموصل (للتحقق من المقطع العرضي ونقاء المادة وفقًا للمواصفة IEC 60228) واختبار مقاومة العزل باستخدام مقياس الضخامة. يجب أن يُظهر الكابل الجيد المعزول بـ PVC قيم مقاومة العزل بمئات الميجا أوم لكل كيلومتر عند درجة الحرارة المحيطة.
معايير وشهادات الأسلاك والكابلات
تخضع صناعة الأسلاك والكابلات لإطار شامل للمعايير الوطنية والدولية. يعد الامتثال مطلوبًا للوصول إلى الأسواق في معظم البلدان ويتم التحقق منه بواسطة مختبرات اختبار تابعة لجهات خارجية.
- معايير اللجنة الانتخابية المستقلة (اللجنة الكهروتقنية الدولية): تغطي المواصفة IEC 60228 مواصفات الموصلات؛ تغطي المواصفة القياسية IEC 60502 كابلات الطاقة حتى 30 كيلو فولت؛ تغطي المواصفة القياسية IEC 60332 اختبارات انتشار اللهب.
- معايير UL (Underwriters Laboratories، الولايات المتحدة الأمريكية): يغطي UL 44 الأسلاك والكابلات المعزولة بالحرارة؛ يغطي UL 83 الأسلاك المعزولة بالحرارة؛ UL 1581 هو المعيار المرجعي للأسلاك والكابلات الكهربائية.
- بنفايات والوصول: اللوائح البيئية التي تقيد المواد الخطرة، بما في ذلك مثبتات الرصاص في PVC - وهو تحدي الامتثال الذي دفع إلى إعادة صياغة العديد من مركبات الأسلاك في أوروبا وبشكل متزايد في آسيا.
- CPR (لوائح منتجات البناء، الاتحاد الأوروبي): منذ عام 2017، يجب أن تحمل الكابلات المستخدمة في البناء في الاتحاد الأوروبي علامة CE وأن يتم تصنيفها من حيث التفاعل مع أداء الحرائق (فئات Aca إلى Fca).
- معايير السيارات: تحكم ISO 6722 وLV 216 أسلاك السيارات المستخدمة في أنظمة 12 فولت و48 فولت؛ بالنسبة لأسلاك الجهد العالي للمركبات الكهربائية، تتم الإشارة بشكل متزايد إلى ISO 19642 وUSCAR-2.
يجب على الشركات المصنعة توثيق أن عملية البثق، وصياغة المواد، والمنتج النهائي كلها تلبي المعايير المعمول بها. ويتطلب ذلك سجلات عملية مفصلة، وعينات من الكابلات، وعمليات تدقيق دورية يقوم بها طرف ثالث.
محركات النمو: حيث يتوسع الطلب على الأسلاك والكابلات
تعمل العديد من الاتجاهات العالمية الرئيسية على خلق طلب مستدام ومتسارع على منتجات الأسلاك والكابلات، وبالتالي على أجهزة بثق الأسلاك والكابلات عالية الأداء القادرة على إنتاج أنواع المنتجات المطلوبة بتكلفة تنافسية.
تسخير أسلاك المركبات الكهربائية
تحتوي السيارة التقليدية ذات محرك الاحتراق الداخلي على ما يقرب من 1.5 إلى 2 كيلومتر من الأسلاك في مجموعة الأسلاك الخاصة بها. يمكن أن تتطلب السيارة الكهربائية ذات البطارية الكاملة، مع توزيع الطاقة الإضافي عالي الجهد، ونظام إدارة البطارية، والبنية التحتية للشحن 3 إلى 4 كيلومترات من الأسلاك لكل مركبة . ومع توقع وصول مبيعات السيارات الكهربائية العالمية إلى 30 مليون وحدة سنويًا بحلول عام 2030، فإن هذا يمثل طلبًا هائلاً ومتزايدًا على الأسلاك المستخدمة في السيارات وأجهزة البثق التي تنتجها.
البنية التحتية للطاقة المتجددة
تتطلب مزارع الرياح البحرية كابلات بحرية ذات قطر كبير لربط التوربينات ببعضها البعض وبالشاطئ. قد يتطلب مشروع واحد لطاقة الرياح البحرية مئات الكيلومترات من الكابلات المتداخلة بقدرة 33 كيلو فولت وكابل تصدير عالي الجهد يمكن أن يمتد لمسافة 100 كيلومتر أو أكثر إلى نقطة اتصال الشبكة البرية. تتطلب المواد والعمليات المعنية - وخاصة البثق الثلاثي المشترك لأنظمة عزل XLPE - تكوينات بثق الأسلاك والكابلات الأكثر تطورًا المتاحة.
مركز البيانات وتوسيع شبكة 5G
يؤدي النمو الهائل للحوسبة السحابية والبنية التحتية للذكاء الاصطناعي إلى زيادة الطلب غير المسبوق على طاقة مراكز البيانات وكابلات الإشارة. وفي الوقت نفسه، يتطلب نشر شبكة 5G كميات هائلة من كابلات الألياف الضوئية والكابلات المحورية لاتصالات المحطة الأساسية. يتطلب كلا المنتجين قذفًا دقيقًا لعزل الجدران الرقيقة بسرعات عالية.
تحديث الشبكة والكهربة
تستثمر الحكومات في جميع أنحاء العالم بكثافة في تحديث البنية التحتية القديمة لنقل وتوزيع الكهرباء. وقد حددت الولايات المتحدة وحدها ما يزيد على 65 مليار دولار من احتياجات الاستثمار في الشبكة بموجب التشريعات الأخيرة المتعلقة بالبنية التحتية. ويتدفق جزء كبير من هذا الاستثمار مباشرة إلى كابلات توزيع الجهد المتوسط تحت الأرض وكابلات نقل الجهد العالي - وكلها يتم إنتاجها على خطوط بثق الأسلاك والكابلات.
اختيار آلة بثق الأسلاك والكابلات المناسبة: اعتبارات عملية
يعد اختيار آلة بثق الأسلاك والكابلات استثمارًا رأسماليًا كبيرًا - تتراوح أسعار الآلات من الشركات المصنعة ذات السمعة الطيبة من 100000 دولار أمريكي للإعداد الأساسي للبرغي الفردي إلى عدة ملايين من الدولارات لخط بثق الكابلات عالي الجهد الكامل. يجب أن يأخذ القرار في الاعتبار متطلبات المنتج الحالية، والتغييرات المتوقعة في مزيج المنتج، ودعم الخدمة على المدى الطويل.
قم بمطابقة الطارد مع المواد الخاصة بك
لا يمكن تكوين طارد واحد على النحو الأمثل لكل من مركبات PVC وLSZH دون تغيير المسامير. إذا كان إنتاجك يتضمن مواد متعددة، فإما التخطيط لخطوط مخصصة أو الاستثمار في أنظمة البراغي والبراميل سريعة التغيير. تقدم العديد من الشركات المصنعة رؤوس بثق معيارية وتكوينات لولبية متعددة لتوفير المرونة دون تكرار الخط بالكامل.
النظر في الأتمتة وتكامل الصناعة 4.0
تأتي آلات بثق الأسلاك والكابلات الحديثة بشكل متزايد مزودة باتصال OPC-UA، مما يسمح بتبادل البيانات في الوقت الفعلي مع MES (أنظمة تنفيذ التصنيع) ومنصات إدارة الجودة. يعمل التحكم الآلي في الحلقة المغلقة استنادًا إلى بيانات القياس المضمنة على تقليل معدلات الخردة والاعتماد على مهارات المشغل. أبلغت بعض الشركات المصنعة عن تخفيضات في الخردة 30-50% بعد تنفيذ التحكم في قطر الحلقة المغلقة مقارنة بالضبط اليدوي.
تقييم دعم ما بعد البيع وتوافر قطع الغيار
يعد الطارد الذي لا يمكن صيانته بسرعة عند تآكل المسمار أو البرميل بمثابة مسؤولية إنتاجية. تعتبر مكونات التآكل - البراغي، والبراميل، وأطراف الرؤوس المتقاطعة، والقوالب - من المواد الاستهلاكية في عملية بثق الأسلاك، خاصة عند تشغيل المركبات المملوءة بالمواد الكاشطة. تأكد من أن الشركة المصنعة أو الموزع الإقليمي يقوم بتخزين هذه الأجزاء، وقم بأخذ المهل الزمنية بعين الاعتبار في حساب التكلفة الإجمالية للملكية.
الرائدة الشركات المصنعة لآلة بثق الأسلاك والكابلات تشمل Maillefer (جزء من Nextrom)، وTroester، وRosendahl Nextrom، وDavis-Standard، والعديد من الشركات المصنعة الصينية مثل Taiyuan Heavy Industry وDalian Rubery & Plastics Machinery. يقدم كل منها توازنات مختلفة لمستوى التكنولوجيا ونقطة السعر وقدرة الخدمة الإقليمية.